Summary Operations Management (Heizer & Render)
- 14052 reads

Deze samenvatting bij Operations Management (Slack, N., Chambers, S., Johnston R.) is geschreven in het studiejaar 2013-2014.
Operations Management (OM) betreft het managen van de resources die te maken hebben met de productie en levering van goederen en diensten. Het deel van het bedrijf dat OM uitvoert wordt de operations functie genoemd. Het is het hart van elk bedrijf en iedereen heeft ermee te maken aangezien elk bedrijf een product of dienst levert. Het omvat alle activiteiten die verband houden met het vervullen van klantbehoeften, van inkoop en transport tot aan service. De operations activiteit, is het managen van processen, dat in alle functies voorkomt. Een operations Manager houdt zich bezig met de volgende zaken:
OM is een van de belangrijkste functies in een organisatie naast marketing en product ontwikkeling. Ondersteunende functies zijn financiële administratie en HR. Deze werken allen nauw samen voor optimale effectiviteit en informatiestromen. Het doel en de aard van Operations Management is bij elk bedrijf nagenoeg hetzelfde: het gebruik van resources in de organisatie om een output te genereren die aan bepaalde marktbehoeften voldoet. OM gebruikt bijvoorbeeld machines om effectief producten te produceren die voldoen aan de huidige marktvraag of OM gebruikt kennis om creatieve ideeën te presenteren die consumentenverwachtingen overstijgen. In een kleine organisatie is de rol van OM lastiger omdat functies elkaar vaak overlappen. Het voordeel is weer dat de kwaliteit vaak hoger is en dat er sneller ingespeeld kan worden op veranderende marktvraag.
Beslissingen op het gebied van OM zijn in principe hetzelfde in een profit en non-profit organisatie. Alleen een non-profit organisatie heeft vaak te maken met moeilijkere doelstellingen en tegenstrijdige belangen. Door het veranderende werkklimaat waarbij operations managers anders moeten denken wordt OM steeds belangrijker. Denk hierbij aan globalisering, hogere eisen aan kwaliteit, kostendruk, nieuwe technologieën enz. Manieren waarop OM hierop kan reageren zijn bijvoorbeeld door inzet van flexibele werkpatronen, customer relationship management, snellere time-to-market methoden, supply chain management, het maken van faal-analyses.
Operations kunnen gezien worden als een stroom van input (resources) die worden omgezet naar output (producten of diensten); ook wel het Transformation process model genoemd. Transformed resources zijn resources die bewerkt, veranderd of omgezet worden gedurende het operationele proces (klanten, materialen, informatie, faciliteiten en staf). Al deze resources kunnen gezamenlijk gebruikt worden als input, bijvoorbeeld bij een bank, maar er is er altijd een dominant. Outputs zijn onder te verdelen in tangible en intangible outputs. Tangible betekent tastbaar, zoals de meeste goederen. Diensten daarentegen zijn ontastbaar. Daarbij kunnen goederen opgeslagen worden, hun levensduur is dus langer dan die van diensten. De meeste bedrijven produceren zowel goederen als diensten. Als een bedrijf grotendeels producten produceert en daarbij ondersteunende diensten levert noemen we deze diensten facilitating services. Een informatieprovider is een dienstverlener. De software die hij erbij verkoopt is een ondersteunend product, ofwel facilitating product.
Een organisatie is opgebouwd uit een intern netwerk (supply network) van processen. Deze processen bestaan uit een bundel van resources die een mix van goederen en diensten produceren. Elk proces is een interne leverancier en interne klant voor andere processen.
Voor effectief OM moet een bedrijf op drie niveaus geanalyseerd worden; het proces, de operatie en het interne netwerk, ook wel hiërarchie van operaties. Bedrijven proberen hun processen vaak toe te spitsen op een bepaalde klantbehoefte. Wanneer een klantbehoefte vervuld wordt door middel van een proces, noemen we dit een end-to-end bedrijfsproces.
Voor bijvoorbeeld een productiemaatschappij ziet dit er als volgt uit:
Netwerk: studio’s, castingbureau, promotiebedrijf, uitzend, programa-maker
Operatie: engineering, productie, marketing, sales, finance, ontwerp.
Proces van bv het maken van een video: aanschaf materialen, constructie, ontwerp, bewerken.
Operations kunnen verschillen in de diversiteit, zichtbaarheid, volume en marktvraag en deze factoren zijn bepalend voor de kosten. De kosten zijn laag bij een lage diversiteit, lage zichtbaarheid, stabiele vraag en hoog volume.
Diversiteit: een bedrijf dat veel variatie biedt in haar product of dienst moet flexibel zijn. Denk aan een taxibedrijf. Bij lage diversiteit kunnen operaties juist gestandaardiseerd werken.
Zichtbaarheid: betreft hoeveel processen zichtbaar zijn voor de klant. Online bedrijven zijn bijvoorbeeld minder zichtbaar dan fysieke bedrijven. Bij een webshop is de operatiefunctie gecentraliseerd en processen gestandaardiseerd; hierdoor dalen de kosten. Voor bedrijven met een hoge zichtbaarheid is klantvriendelijkheid erg belangrijk. Omdat de klant hier deel uitmaakt van de operatie kunnen ze vragen wat ze willen, dit heet high received variety. Resources (lees medewerkers) zijn hierdoor minder productief, waardoor de kosten toenemen. Sommige bedrijven hebben zowel processen met een lage als hoge zichtbaarheid, ook wel front office en back office genoemd.
Volume: bedrijven die goederen produceren in hoog volume, zoals een fastfood keten, hebben te maken met een herhaling van taken en standaardisatie in de werkprocessen. Bij lagere volumes zijn de kosten per unit dan ook hoger.
Marktvraag: sommige bedrijven hebben te maken met een veranderende marktvraag gedurende het jaar (hotels). Het is belangrijk dat een dergelijk bedrijf snel inspeelt op veranderingen. De kosten zijn hier hoger dan bij een stabiele marktvraag, dus door de voorspelbaarheid zijn de benodigde resources (hulpmiddelen) makkelijker in te schatten.
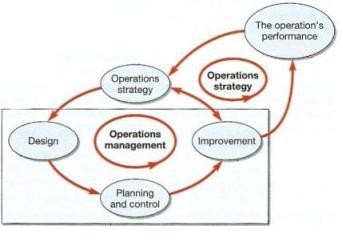
De operatieactiviteiten bepalen de operatie management en strategie. Het samenvoegen van de activiteitengebieden creëert het transformation process model. Een simpel voorbeeld:
Operations kan de winst, en dus het succes, van de gehele organisatie beïnvloeden. Het grootste gedeelte van de activa bestaat namelijk uit operations. Bovendien heeft operations de mogelijkheden om op consumenten te reageren en concurrentievoordelen te ontwikkelen. Op strategisch niveau zijn de opbrengsten van operations van belang voor de stakeholders: de mensen die belang hebben bij de activiteiten van een organisatie, zoals consumenten, werknemers, leveranciers, aandeelhouders enz. Het is dus van groot belang dat de operations functie de doelen van de belanghebbenden begrijpt en haar eigen doelen hierop aanpast, zie onderstaande tabel.
| Aandeelhouders | Wat verlangen zij van de operaties | Wat verlangen de operaties |
| Aandeelhouders | Stabiele inkomsten en rendement | Investeringen + lange termijn binding |
| Directie | Lage operatiekosten + laag faalrisico | Consistente en bereikbare strategieën en voldoende geld |
| Medewerkers | Goede, veilige werkcondities | Betrokkenheid en goede inzet |
| Vakbonden | Werken conform afspraken | Redelijkheid en assistentie bij problemen |
| Leveranciers | Tijdige bestellingen tegen eerlijke prijzen, lange termijn contracten | Vertrouwen op levering en kwaliteit. Progressieve prijskortingen |
| Financiële regelgevers | Houden aan regels | Consistentie in regels en toepassing daarvan |
| Overheden | Wettelijke eisen in acht nemen en bijdragen aan (inter-)nationale economie | Lage belastingen en gepaste infrastructuur |
| Lobby groepen | Activiteiten moeten passen bij belangen van LG’s | Praktische hulp bij bereiken van bovengenoemde doelen |
| Maatschappij | Minimaliseren van negatieve effecten zoals vervuiling | Ondersteuning voor de plannen van de organisatie |
De operations functie heeft daarbij ook sociale verantwoordelijkheden, de zogenaamde corporate social responsibility (CSR). Dit wordt steeds belangrijker, zowel vanuit ethisch als commercieel oogpunt. Voorbeelden van bedrijven die succesvol Operations Management toepassen wijzen uit dat een effectieve operatie een groter effect heeft op de omzet dan bijvoorbeeld een salescampagne of investeren in betere machines om de flexibiliteit te verhogen. Uiteraard neemt door een sales campagne de omzet toe, maar de kosten van operations ook. En een investering kost ook geld. Het effectief inzetten van operations management leidt dus tot lagere kosten en hogere omzet/winst.
Er zijn verschillende manieren waarop de operations functie kan bijdragen aan het succes van een organisatie:
Doelen operations functie
In het algemeen streeft de operations functie de volgende vijf basisdoelen na:
Kwaliteit: door op de juiste manier te werken probeert de operations functie de kwaliteit van de goederen en diensten van een organisatie te verbeteren. Kwaliteit is voldoen aan de verwachtingen van de consument en een goede kwaliteit heeft dus ook een positieve invloed op de klanttevredenheid. Kwaliteit is daarbij de eigenschap van een product of dienst die het gemakkelijkst te beoordelen is. Intern zorgt kwaliteitsmanagement voor een vermindering van de kosten, want als producten goed zijn en minder fouten worden gemaakt kost dit ook minder tijd en geld om het op te lossen. Tevens zorgt goede kwaliteit voor een toename van de betrouwbaarheid, stabiele en efficiënte processen.
Snelheid: de operations functie probeert door efficiënt en zo snel mogelijk te werken de levertijden van goederen en diensten te beïnvloeden. Hoe eerder klanten een product in huis hebben, hoe groter de kans dat ze het product kopen en er voordeel van hebben. Dit stukje service verhoogt de klanttevredenheid. Intern heeft snelheid ook voordelen: efficiënte levering zorgt voor lagere voorraden. Wanneer het hele proces van productie tot levering korter duurt, hoeven producten minder lang opgeslagen te worden. Ook risico’s worden verkleind door snel te werken. Dit heeft alles te maken met voorspellen van de vraag, dat lastiger wordt over langere termijn. Hoe korter de doorlooptijd van een product hoe minder er vooruit gepland moet worden en hoe dichter het totaal aantal geproduceerde producten bij de werkelijke vraag zal liggen. Dit alles werkt kostenverlagend.
Betrouwbaarheid: door op tijd te leveren verhoogt de organisatie haar betrouwbaarheid richting de klant. De eerste keer dat een klant bestelt, heeft dit niet zoveel invloed; het product is immers als betaald. Maar niet tijdige levering kan er wel voor zorgen dat een klant niet meer terugkomt, hoe goedkoop en/of snel de service verder ook is. Binnen de organisatie zorgt een hoge mate van betrouwbaarheid voor operationele solvabiliteit, dus besparing van tijd en geld. Als een bepaalde afdeling niet op tijd klaar is, kan dit het gehele proces stilleggen. Het is vaak ook duurder om op korte termijn nog aan bepaalde producten te komen en daarbij lopen vaste kosten gewoon door. Kortom, als afspraken nagekomen worden, hoeven er ook geen problemen opgelost te worden en kost dit geen onnodige tijd en geld. Bovendien zorgt betrouwbaarheid voor een prettige werksfeer als je weet dat je van je collega’s op aan kan. Wanneer afdelingen op elkaar kunnen vertrouwen, creëert dit stabiliteit waardoor zij zich bezig kunnen houden met bijvoorbeeld het verbeteren van hun eigen taakgebieden.
Flexibiliteit: door bedrijfsprocessen te optimaliseren probeert de operations functie de flexibiliteit waarmee producten en diensten geproduceerd worden te beïnvloeden. Flexibiliteit is een belangrijke factor, want het geeft de organisatie de mogelijkheid om veranderingen in de operatie door te voeren. Intern levert dit snellere responstijden, minder verlies van tijd, en een hogere betrouwbaarheid op. Extern kan een hogere flexibiliteit leiden tot productie van nieuwe goederen en diensten, met een breder assortiment, in verschillende aantallen en op verschillende tijden. Wanneer een organisatie optimaal flexibel is, zijn zij in staat om goederen of diensten aangepast aan de individuele klant te produceren en leveren in hoog volume en op een kostenbesparende manier. Dit wordt Mass customization genoemd. Denk bijvoorbeeld aan een bedrijf als Dell, dat qua volume een van de grootste computerproducenten is, maar consumenten wel in staat stelt de computer naar eigen behoefte samen te stellen en te ontwerpen. Steeds vaker wordt er gekeken in welke mate een bedrijf aan al deze vijf factoren voldoet, en dan met name flexibiliteit en snelheid. Deze wendbaarheid (agility) geeft aan in hoeverre een bedrijf kan reageren op veranderende marktbehoeftes door nieuwe en bestaande producten en diensten flexibel en snel te produceren.
Lage kosten: een belangrijke taak van de operations functie is om zo goedkoop mogelijk te werken, waardoor de kosten van goederen en diensten verlaagd worden. Deze lagere kosten kan de organisatie dan weer doorberekenen naar de klant door lagere prijzen te hanteren en zo de volumes te vergroten of hun winstgevendheid vergroten. Dit is het belangrijkste doel voor bedrijven die concurreren op basis van prijs, maar gezien het effect op omzet en winst is dit uiteraard voor elke onderneming interessant.
Hoe succesvol een organisatie is in het verlagen van haar kosten kan gemeten worden met productiviteit. Deze ratio geeft weer wat een organisatie geproduceerd heeft in relatie tot wat het haar gekost heeft.
Vaak wordt er ook gekeken naar bepaalde factoren van deze in- en output. Zoals de productiviteit per jaar, per medewerker:
Single - factor productivity = (output van de operatie: een input van de operatie)
Hierdoor kunnen verschillende operaties vergeleken worden, zonder hierin het effect van inputkosten mee te nemen. Als de single input factor uitgedrukt wordt in kosten (zoals arbeidkosten) dan wordt het effect van de inputkosten wel meegenomen. De totale factor productiviteit (incl. alle input factoren) wordt als volgt berekend:
Multi - factor productivity = (output van de operatie : alle inputs van de operatie)
De makkelijkste manier om de productiviteit te verbeteren is natuurlijk door de kosten van de input te verlagen en de output gelijk te houden. Dit kan bijvoorbeeld door gecentraliseerd te werken vanaf een locatie waardoor faciliteitkosten verlaagd worden, of de productie te verhuizen naar een land waar arbeidskosten lager zijn, of het ontwerp van een product aan te passen zodat goedkopere materialen gebruikt kunnen worden. De invoer kan beter gebruikt worden door zo min mogelijk materiaal te verspillen, personeel beter in te zetten of beter gebruik te maken van ruimtes. Ook de andere doelen van de operatiefunctie hebben dus invloed op de kosten. Door beter naar deze factoren te kijken, kunnen de kosten nog verder verlaagd worden. De externe effecten van de vijf prestatiedoelstellingen zijn:
Speed: een korte bezorg- dan wel levertijd > Intern: snelle doorlooptijd
Quality: hoog gespecificeerde producten en/of diensten > Intern: foutvrije processen
Cost: lage prijs, hoge marge, of beide > Intern: een hoge totale productiviteit
Dependability: betrouwbare levering > Intern: betrouwbare processen
Flexibility: regelmatig nieuwe producten/diensten, breed aanbod en aanpassingen in de hoeveelheid en levering > Intern: het vermogen te veranderen
De relatieve belangrijkheid van de verschillende factoren op het product/de dienst kan schematisch worden weergegeven in een polar representation. Vanuit een middelpunt waaieren lijnen uit naar de omliggende factoren. Hoe dichter de lijn bij het midden blijft, hoe minder belangrijk het voor operations is om dat doel te bereiken. Uit het onderstaande figuur wordt duidelijk dat operations van een taxibedrijf zich zal richten op kwaliteit, flexibiliteit en snelheid; voor het busbedrijf spelen betrouwbaarheid en lage kosten een grote rol.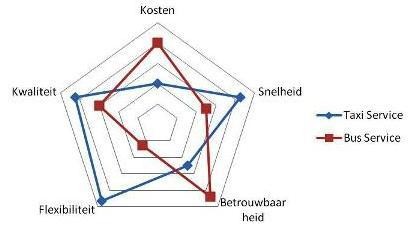
Soms kan een van deze factoren slechts verbeterd worden door een van de andere (minder belangrijke) factoren op te offeren. Dit noemt men een trade-off. Er zijn twee verschillende soorten trade-offs: je kan doelen repositioneren door een keuze te maken tussen het ene doel verbeteren en de prestatie van het andere te verlagen. Je kan ook de effectiviteit van de operatie verhogen, zodat verbeteringen in de prestaties van het ene doel bereikt kunnen worden zonder de prestaties van andere doelen te verlagen. Organisaties zijn allemaal verschillend en zullen dus ook op een verschillende manier omgaan met trade-offs. De ene organisatie levert bijvoorbeeld een hoge variatie aan producten met meer kosten, waar een andere organisatie lagere kosten heeft, maar een minder uitgebreid assortiment. De ene operatie is hierbij meer effectief dan de andere. Grafisch weergegeven liggen de organisaties waarvan de prestaties hoger zijn dan die van anderen op een lijn, de effectiviteitgrens (efficiënt frontier). De organisatie kan de balans in factoren veranderen en dezelfde effectiviteit behouden door zichzelf op de effectiviteitgrens te positioneren. Echter, om de effectiviteit van de operations te verhogen moet de grens uitgebreid worden, wat uiteraard lastiger is.
Het is bijna onmogelijk voor een organisatie om haar toekomstige acties vooruit te plannen. Om hier richting aan te geven is er een handig hulpmiddel, namelijk: strategie. Dit betreft het totale pakket aan beslissingen en daaropvolgende acties die een organisatie positioneert ten opzichte van haar omgeving en helpt lange-termijn doelen te bereiken. De operations strategie betreft die beslissingen en acties die betrekking hebben op de rol doelen en activiteiten van de operations. Met operations wordt hier bedoeld alle resources die bijdragen aan het tot stand komen van goederen en diensten. Met operationele zaken worden alle dagelijkse handelingen bedoeld. De operations kunnen dus zowel vanuit operationeel (dag-tot-dag) als strategisch (lange termijn) oogpunt bekeken worden. Een strategie bestaat uit content (inhoud) en processen. De content bestaat uit de beslissingen die genomen worden om bepaalde doelen te behalen. De procedures die gebruikt worden om deze strategie vorm te geven, noemen we de processen.
Het doel van de operations strategie is de prestaties van operations op lange termijn te verbeteren en in steeds grotere mate het succes van de organisatie te beïnvloeden. Dit gaat in drie stappen:
De bijdrage van de operations functie aan het succes van een organisatie kan gemeten worden aan de hand van het 4-fase model. De fases gaan van een passieve houding van de operations functie tot een steeds actievere rol waarbij ze uiteindelijk een centraal element in de concurrentiestrategie innemen. Door de capaciteiten van de operations functie te vergroten wordt dus ook de strategische impact vergroot.
Fase 1: intern gericht en neutrale houding. In deze fase is de bijdrage van de operations functie niet alleen minimaal, het kan de organisatie er zelfs van weerhouden effectief te concurreren.
Fase 2: extern gericht en neutrale houding. Hier kijkt de operations functie ook naar de markt en de concurrentie. Best practices kunnen overgenomen worden. De organisatie is in deze fase net zo goed als concurrenten.
Fase 3: intern en ondersteunend. Met een operations functie die zich in de fase bevind, kun je je als organisatie meten met de besten in de markt. De operations functie weet wat de doelen van de organisatie zijn en ondersteunt de organisatie om deze doelen te bereiken door de juiste resources te ontwikkelen en een geloofwaardige operations strategie op te stellen.
Fase 4: extern en ondersteunend. In deze fase is de operations functie het fundament van de organisatie. Operations zorgt voor lange termijn voordelen, voorspelt marktveranderingen en ontwikkelt de benodigde capaciteiten om hierop in te spelen om zo de concurrentie een stap voor te zijn. Innovatie, creativiteit en proactiviteit zijn kernwaarden.
De operations strategie kan vanuit verschillende perspectieven bekeken worden:
Top-down: reflectie van wat het hele bedrijf wil en betreft dus strategische beslissingen op verschillende niveaus:
Corporate strategy; strategie op het hoogste niveau; bepaalt hoe de organisatie zich gaat positioneren ten opzichte van haar economische, politieke en sociale omgeving. Beslissingen hebben betrekking op welke markten de organisatie wil bedienen, in welke landen en hoe het geld verdeeld gaat worden over de verschillende business units.
Business strategy; bepaalt de missie en doelen voor elke aparte businessunit op zich en hoe die zich moet positioneren ten opzichte van de markt, de klanten en de concurrentie.
Functional strategy; bepaalt de doelen voor de bijdrage van elke functie aan de business strategie. Wat voor rol operations dus heeft, hangt af van de strategie die de organisatie als geheel wil volgen.
Dit is een vrij orthodoxe methode van hoe strategieën eruit moeten zien, maar op deze manier wordt niet gekeken naar de dagelijkse gang van zaken.
Bottum-up: ziet de algehele strategie zoals die uit de dagelijkse operationele zaken naar voren komt. De functionele strategie wordt dus niet van bovenaf bepaald maar er wordt de betreffende functies zelf gevraagd naar hun mogelijkheden en beperkingen. Een bottum-up strategie vormt zich over een langere periode, net hoe het in de praktijk gaat. Verbeteringen in operatie vormen zo bij elkaar opgeteld een strategie. Op hoog niveau wordt enkel de strategie vastgelegd en de benodigde resources verstrekt. Wanneer strategieën gevormd worden door de ervaringen van operations naar verloop van tijd, wordt gesproken van emergent strategies. De kernwaarden zijn dan ook leren van ervaring en continue verbetering.
Market requirements: ziet de operations functie als het tevreden houden van bepaalde markten. Onontbeerlijk voor een organisatie die op lange termijn wil overleven. Dit is niet alleen een zaak van de marketingafdeling. De operations doelen en beslissingen moeten dus ook toegespitst worden op klantbehoeften en acties van de concurrentie. Dit gebeurt door de vijf doelen van de operations functie te koppelen aan de concurrentiefactoren, ofwel klantbehoeften. Wanneer klanten lage prijzen willen, moet operations excelleren op kosten, als klanten echter een snelle levering op prijs stellen moet operations sturen op snelheid. De concurrentiefactoren bestaan uit:
Order-winnende factoren: alles wat direct bijdraagt aan het succes van een organisatie. De belangrijkste redenen voor consumenten om een bepaald product of dienst te kopen. Beter presteren op deze factoren zal leiden tot een groter marktaandeel of in ieder geval kansen daartoe. Wanneer de operations functie beter wordt in het leveren van order-winnende factoren, zorgen deze voor een stabiele toename in het concurrentievermogen.
Kwalificerende factoren: betreft die aspecten welke op een bepaald niveau moeten zijn, wil de consument het product ook maar overwegen. Maar ook al is het niveau hoger dan gangbaar in de markt, dit levert niet veel concurrentievoordeel op. Deze factoren zijn gegeven, voldoet een product of dienst niet aan de standaard dan kan dit het concurrentievermogen van de organisatie ernstig doen verminderen.
Minder belangrijke factoren: beïnvloeden de consument op geen enkele manier en zijn daarom dus ook niet relevant. Ze kunnen echter wel van belang zijn voor andere activiteiten van de operations. Als een organisatie goederen of diensten levert voor verschillende klantgroepen, zal zij bovengenoemde factoren ook voor elke klantgroep afzonderlijk moeten bepalen.
Operations resource is gebaseerd op de resource-based view (RBV) van de organisatie, die stelt dat organisaties die bovengemiddeld presteren hun duurzaam concurrentievoordeel verkregen hebben vanwege de kernkwaliteiten van haar resources. De kerncompetenties van de operations functie worden dan ook als de belangrijkste invloeden op de operations strategie. Soms worden er vanuit de markt dingen gevraagd die vanuit de operatie niet mogelijk zijn, bijvoorbeeld vanwege te weinig resources. Ook operations heeft zijn beperkingen. Maar in plaats van uit te gaan van kansen in de markt kun je als organisatie ook kijken naar de mogelijkheden die operations bied. Hieruit ontstaan dan vaak weer andere kansen en inzichten. Belangrijk is dus inzicht krijgen in de operations resources. Hierbij moeten ook de intangible (ontastbare) resources meegenomen, zoals de relatie leveranciers, reputatie bij de klant, technologische kennis en samenwerking binnen het operations team. Uiteindelijk moet operations ervoor zorgen dat haar strategische beslissingen leiden tot optimale ontwikkeling van haar kwaliteiten met de beschikbare resources en processen.
De strategische beslissingen kunnen onderverdeeld worden tussen structurele en infrastructurele beslissingen. Structurele beslissingen geven de operatie richting en vorm. Een voorbeeld is een nieuw productontwerp. Een structurele strategie moet helpen bij het bepalen welke producten ontwikkeld moeten worden en hoe dit ontwikkelingsproces gemanaged moet worden. De systemen en procedures die bepalen hoe de operatie in de praktijk werkt, worden beïnvloed door infrastructurele beslissingen. Je kunt dit zien als hardware en software; de faciliteiten en technologie zullen alleen werken als er een adequate infrastructuur is. Een voorbeeld hiervan is de inkoopstructuur. Een infrastructurele strategie moet richting geven aan hoeveel voorraad nodig is, waar het opgeslagen moet worden en hoe de grootte en samenstelling van de voorraad vervolgens door operations bewaakt kan worden. Dit hangt allemaal samen met de product levenscyclus, waarbij het sales volume wordt bekeken over vier fases: introductie, groei, volwassen en afname.
| Sales volume | Introductie | Groei | Volwassenheid | Verzadiging |
| Klanten | Innovators | Early adopters | Bulk of market | Laggards |
| Concurrenten | Weinig/geen | Toenemend | Stabiel | Afnemend |
| Order-winnende factoren | Product/service specificatie | Beschikbaarheid | Lage prijzen/betrouwbare levering | lage prijs |
| Kwalificerende factoren | Kwaliteit Breedte assortiment | Prijs Breedte assortiment | Breedte assortiment Prijs | Betrouwbare levering |
| Dominante operations doelen | Flexibiliteit Kwaliteit | Snelheid Betrouwbaar Kwaliteit | Lage kosten Betrouwbaarheid | Lage kosten |
Aan Operations Management de taak om in elke fase een andere strategie toe te passen.
Kortom, de operations strategie moet door de inzet van passende operations resources aan de markbehoeften voldoen, en daarbij deze resources ontwikkelen zodat op de lange termijn een duurzaam concurrentievoordeel behaald kan worden.
Het formuleren van een strategie gaat volgens een bepaald proces:
organisatiedoelen worden gelinkt aan resource-doelen.
een vertaling tussen de business strategie en de operations strategie wordt gemaakt via de concurrentiefactoren.
deze concurrentiefactoren worden vervolgens ingedeeld op basis van klantvoorkeuren.
de huidige prestaties worden vergeleken met die van de concurrentie
het formuleren van een ideale of greenfield operatie waartegen de huidige operatie afgezet kan worden.
Het vergelijken van wat de markt vraagt met de werkelijke prestatie: de gap-based approach.
Uiteindelijk moet de strategie aan de volgende zaken voldoen:
Veelomvattend: verlies niks uit het oog; zorg dat al je markten en stakeholders meegenomen zijn in je strategie.
Coherentie: zorg ervoor dat alle beslissingen eenduidig zijn, zodat een keuze in een bepaald beslissingsgebied niet gelijk de hele operatie onderuit haalt. Alle beslissingsunits moeten elkaar aanvullen en versterken om het gezamenlijke doel te bereiken.
Correspondentie: gemaakte keuzen moeten met elkaar corresponderen; strategieën van afzonderlijke beslissingsgebieden moeten allemaal dezelfde prioriteit nastreven.
Kritisch: alle beslissingen zijn belangrijk, maar sommige zijn meer kritiek dan anderen. Als flexibiliteit bijvoorbeeld het doel is, moet gekeken worden welke van de beslissingen het meeste invloed heeft op de flexibiliteit en dus het meest kritisch is.
Bovengenoemd proces is ook beschreven door Ken Platts, om uiteindelijk een goede implementatie van de strategie mogelijk te maken refereert hij aan de vijf P’s:
Met ontwerp wordt hier bedoeld het proces van het vormgeven en/of samenstellen van resources en activiteiten waaruit een product of dienst bestaat, wat daardoor voldoet aan een bepaalde functionele behoefte van de consument. Operations Managers zijn ook ontwerpers, immers het wijzigen van een productsamenstelling of het veranderen van de werkwijze binnen proces heeft invloed op de fysieke vorm en aard van de processen. Ontwerp betreft het uiterlijk, de samenstelling en de werking van een product of dienst voordat het gecreëerd is. Het is dus een concept, maar moet wel werkbaar zijn in de praktijk. Het ontwerp van een product of dienst hangt samen met het ontwerp van de processen. Producten en diensten moeten dusdanig ontworpen worden dat ze makkelijk gemaakt kunnen worden en processen moeten zo ontworpen worden dat ze al deze producten en diensten ook daadwerkelijk kunnen maken. Bij dienstverlenende organisaties is deze overlap het grootst.
Het doel van proces vormgeving is dat het proces uiteindelijk op een dusdanige manier werkt dat het zijn doel kan bereiken. Op operations niveau is dit het voldoen aan klantbehoeften door bepaalde niveaus van kwaliteit, snelheid, betrouwbaarheid, flexibiliteit en kosten te behalen. De individuele procesdoelstellingen, en de vormgeving van de processen, zijn dan ook gelinkt aan het overkoepelende doel van de operations als geheel.
In onderstaande tabel is te zien hoe de vormgeving van een proces de verschillende operations doelen kan beïnvloeden.
| Operatiedoelen | Doelen procesvormgeving | Voordelen van een goed procesontwerp |
| Kwaliteit | Verschaffen van adequate resources en foutloze processen | Producten en diensten kunnen gemaakt worden volgens specificatie |
| Snelheid | Minimale doorvoertijd | Kortere wachttijd voor de klant |
| Betrouwbaarheid | Verschaffen van betrouwbare resources en betrouwbare procestijden en volumes | Tijdige levering en minder onderbrekingen in het proces |
| Flexibiliteit | Verschaffen van resources met verschillende capaciteiten en het eenvoudig kunnen switchen | Mogelijkheid om grotere range aan producten/diensten te produceren en in te spelen op veranderingen |
| Kosten | Verschaffen van voldoende capaciteit om te voldoen aan de vraag en procesverliezen reduceren | Lagere proces-, resource- en voorraadkosten |
Proces vormgevingsdoelstellingen hebben te maken met:
Door toenemende milieu eisen moet bij de procesvormgeving ook rekening worden gehouden met:
Om te bepalen hoe het milieuvriendelijkst geproduceerd kan worden wordt een levenscyclus analyse gemaakt. Hierbij wordt gekeken naar alle inputs tijdens de productie en het gebruik van het product, tot aan het weggooien ervan, in termen van de totale energie die hierbij verbruikt wordt en de uitstoot van schadelijke stoffen.
Hoe het proces eruit ziet is sterk afhankelijk van het volume en de diversiteit van de productie. Veelal geldt dat operaties met een laag volume een hoge diversiteit aan producten en diensten hebben en andersom. Het effect hiervan is te zien aan de verschillende procestypes, afhankelijk of de organisatie voornamelijk goederen of diensten produceert. Voor productiebedrijven zijn dit, in volgorde van toenemend volume en afnemende variëteit:
Project processen: laag volume, hoge variëteit, diverse en complexe procestaken , resources exclusief ontwikkeld, lange doorvoertijd, vaak eenmalig > klantspecifieke producten zoals schepen, films.
Jobbing processen: grotendeels gelijk aan project processen, maar resources worden gedeeld en producten zijn minder omvangrijk > bv meubelmakers.
Batch processen: lijkt op jobbing, maar heeft minder variatie in producten. Procesherhaling is groter > produceren van componenten voor auto’s.
Massa processen: hoog volume, lage variëteit. Standaard productieproces, veel herhaling, voorspelbaar. Er kunnen wel verschillende varianten van een product gemaakt worden, maar het productieproces blijft in basis gelijk > autofabrikant.
Continuerende processen: een stap verder dan massaproductie. Nog meer gestandaardiseerd, vaak inflexibel, kapitaalintensief en in hoge mate voorspelbaar > raffinaderijen.
Als het gaat om dienstverlenende organisaties wordt in diezelfde volgorde gesproken van:
professionele services: veel klantcontact, diensten zijn individueel aan te passen aan klantwensen; nadruk ligt meer op de manier van levering van de service dan op de service zelf > advocaten, chirurgen.
service winkels: zit qua klantcontact en aanpassingsvermogen tussen professionele en massa services in. De klant koopt een redelijk standaard product maar het verkoopproces wordt aangepast op de klant > banken, reisbureaus.
massa services: hoog volume, laag klantcontact, standaard diensten. Product is belangrijker dan service > supermarkt, telefooncentrales.
In de praktijk is het vaak niet zo simpel en zijn procestypen vaak een mix van het bovenstaande. De product-proces matrix is een schematische weergave van hoe kosten en flexibiliteit veranderen naar gelang de proceskeuze. Boven de diagonaal is er meer procesflexibiliteit dan noodzakelijk (hoge kosten); onder de diagonaal is er te weinig procesflexibiliteit (ook hoge kosten). Bij de meeste organisaties bevinden operaties zich op de diagonaal van de matrix; de flexibiliteit van de operatie is optimaal met minimale kosten.
Nadat een proces globaal is vormgegeven, wordt gekeken naar de individuele activiteiten gekeken. Om dit in kaart te brengen wordt gebruik gemaakt van een proces map (ook wel blueprint of procesanalyse); het beschrijven van de processen aan de hand van de onderlinge relaties tussen de activiteiten in deze processen. De verschillende soorten activiteiten worden weergegeven door symbolen, die in een bepaalde volgorde worden gezet. Hoe meer details, hoe complexer de map. Daarom wordt een proces map vaak ook op hoog niveau gemaakt: input – transformatie – output. Hoe deze inputs worden getransformeerd naar outputs, wordt hierna beschreven in de meer gedetailleerde outline proces map (kaart). Een voordeel van de proces map is dat elke activiteit constant uitgedaagd wordt om zichzelf, en daarmee het proces, te verbeteren. Op deze manier kan bijvoorbeeld bij een gelijkblijvende werkinhoud (totaal benodigde werk om een bepaalde output eenheid te produceren) de doorvoertijd verbeterd worden. De gemiddelde tijd tussen output eenheden die uit een proces komen, noemen we cyclus tijd. Het werk dat nog verricht moet worden om het proces te voltooien noemen we werk-in-uitvoering (WIP).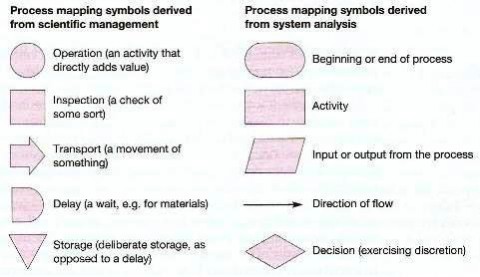
Hierboven worden een aantal veelvoorkomende kaarsymbolen weergegeven. De procesprestatie kan vervolgens worden gemeten met de formule Little’s Law: Doorvoertijd = WIP x Cyclustijd. De doorvoertijd is dus niet gelijk aan de werkinhoud wat wil zeggen dat er voor een bepaalde tijd geen nuttig werk wordt verricht. De hoeveelheid nuttig bestede tijd wordt doorvoer efficiëntie genoemd en kan als volgt berekend worden:
% doorvoer efficientie = (werkinhoud: doorvoertijd) x 100
De doorvoer efficiëntie is vaak het hoogst bij dienstverlenende organisaties, waarschijnlijk omdat klanten niet graag lang wachten en snel geholpen willen worden. De werkinhoud is afhankelijk van de methoden en technologieën die gebruikt worden om de taak te volbrengen. Soms blijkt dat bepaalde onderdelen van een taak helemaal geen waarde toevoegen. Daarom spreken we van een waarde toevoegende doorvoer efficiëntie wanneer bij de werkinhoud alleen rekening wordt gehouden met die taken die waarde toevoegen aan het uiteindelijke proces. Als het gaat om het produceren van informatie dan hebben we te maken met workflow management: het automatiseren van procedures waar documenten, informatie of taken doorgegeven worden op basis van vooraf opgestelde regels om een algeheel doel te bereiken.
Processen verlopen echter niet altijd hetzelfde, er is sprake van variabiliteit, denk aan late levering van materialen, uitval van machines en andere producteisen. Er zijn twee soorten variabiliteit:
Variëteit heeft een groot effect op de procesprestatie, met name de relatie tussen wachttijd en gebruik. Hoe hoger het procesgebruik, hoe hoger de wachttijd. Om een van de twee te verbeteren zijn er drie opties voor procesvormgevers:
Omdat beslissingen over de vormgeving genomen moeten worden voordat het product geproduceerd is, is het soms onduidelijk wat de consequenties zullen zijn van een bepaald ontwerp. Daarom maken procesvormgevers vaak gebruik van simulatiemodellen.
Een ‘supply network perspective’ betekent het bewerkstelligen van een operatie/actie binnen het kader van alle andere activiteiten waarmee het samenwerkt of enige interactie heeft. In sommige gevallen zijn dit bijvoorbeeld haar leveranciers en klanten.
Supply network: het netwerk van leveranciers- en afnemershandelingen die verbonden zijn met een bepaalde operatie.
Supply side: de ketens bestaande uit leveranciers, de leveranciers van deze leveranciers, enz. die onderdelen, informatie of diensten verstrekken aan een operatie.
Demand side: de ketens bestaande uit klanten, klanten van deze klanten, etc., die de producten en diensten ontvangen voortgebracht door een operatie.
First-tier: leveranciers en klanten die directe verbonden zijn met een bepaalde operatie, zonder dat er sprake is van intermediaire operaties.
Second-tier: leveranciers en klanten die alleen door first-tier leveranciers en klanten gescheiden worden van een bepaalde operatie.
Immediate supply network: de leveranciers en klanten die direct contact hebben met een operatie.
Total supply network: alle leveranciers en klanten die betrokken zijn bij de toeleveringsketens die een bepaalde operatie doorlopen.
Waarom dient er dus rekening gehouden te worden met het gehele leveringsnetwerk?
1. Het helpt het concurrentievermogen beter te begrijpen
2. Het helpt belangrijke schakels in het netwerk te identificeren
3. Het helpt te focussen op lange termijn vraagstukken
De leveringsnetwerken brengen drie belangrijke strategische ontwerpbeslissingen voort, gebaseerd op veronderstellingen over de toekomstige vraag
1. Hoe moet het netwerk worden geconfigureerd?
Outsourcing beslissing: het uitbesteden van werk aan een leverancier, dat voorheen gedaan werd binnen de eigen operatie.
Vertical intergration beslissing: de mate waarin een operatie ervoor kiest om eigenaar te zijn van het procesnetwerk die een bepaald product of dienst voorbrengen. Deze term wordt vaak geassocieerd met de 'do or buy' beslissing.
Do or Buy
2. Waar dient ieder onderdeel van het netwerk zich te bevinden?
Location beslissing: de geografische positie van een proces of netwerk
3. Wat de is de maximale capaciteit voor ieder onderdeel van het netwerk?
Long-term capacity management: de beslissingen die het niveau van de fysieke capaciteit van een operatie vaststellen voor een periode dat de operatie beschouwt als ‘lange termijn’. Dit varieert veelal tussen verschillende industrieën, maar behelst meestal meer dan één jaar.
De gedaante van het leveringsnetwerk aanpassen is ook van toepassing indien een operatie niet de volledige zeggenschap heeft over andere activiteiten in een netwerk. Dit betreft het proberen te sturen van netwerkgedrag door het netwerk opnieuw te configureren en het wijzigen van zowel de omvang van uitgevoerde taken in elke operatie als de aard van hun onderlinge relaties.
Desintermediatie: dit betreft het omzeilen van klanten of leveranciers door het direct benaderen van de klanten van deze klanten of de leveranciers van deze leveranciers. De tussenpersonen worden dus als het ware uitgeschakeld; twee operaties die voorheen in direct contact met elkaar stonden, worden van elkaar gescheiden.
Coöpetitie: één benadering van leveringsnetwerken behelst het uitgangspunt dat iedere onderneming omgeven is door vier soorten marktspelers: leveranciers, klanten, concurrenten en complementoren. Alle spelers in een netwerk kunnen gedurende een bepaalde periode dus zowel vrienden als vijanden zijn.
Verticale integratiebeslissing: intern uitvoeren of uitbesteden? Zelf vervaardigen of kopen? Geen enkele onderneming doet alles zelf dat vereist is om een product te produceren of een dienst te verlenen. Het uitbesteden is dus een strategische beslissing; het reduceren van bepaalde kosten, een strategisch betere locatie, etc. De verticale integratie geeft de mate aan waarin een organisatie eigenaar is van het netwerk waarvan zij een onderdeel vormt en kan gedefinieerd worden in termen van drie factoren:
1. Direction of vertical integration: uitbreiding van een organisatie door het opkopen van of een van haar leveranciers (backward/upstream verticale integratie) of een van haar klanten (forward/downstream verticale integratie)
2. Extent of vertical integration: geen, niet te verre of zeer verre integratie in een ander gedeelte van het netwerk dan waarin zij zich bevinden.
3. Balance among stages: een gebalanceerde netwerkrelatie ontstaat wanneer een operatie alleen voor de volgende fase in het netwerk produceert en volledig aan de eisen van het netwerk voldoet. Minder dan een volledige balans bewerkstelligt dat iedere operatie zijn output kan verkopen aan andere bedrijven of juist kan inkopen van leveranciers van andere bedrijven.
Het maken van de verticale integratiebeslissing; uitbesteden: hier wordt bepaald welke strategie, intern uitvoeren dan wel uitbesteden, een betere betrouwbaarheid en flexibelere leveringprestaties tot gevolg heeft. Als gevolg moeten twee tegengestelde factoren worden beoordeeld: 1. de factoren die de mogelijkheid bieden de uitvoering te verbeteren en 2. de factoren die deze mogelijkheid belemmeren.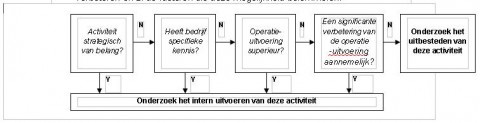
Uitbesteden (outsourcing): het besluit om producten of diensten in te kopen in plaats van deze activiteiten intern uit te voeren. Er bestaat geen reden tot uitbesteden indien een activiteit van lange termijn belang is voor de organisatie of als de organisatie specifieke kennis dan wel vaardigheden heeft met betrekking tot een product of dienst. Dit zelfde geldt indien een organisatie een superieure uitvoering heeft met betrekking tot een bepaalde operatie of indien de kans bestaat dat de operatie-uitvoering significant zal verbeteren. Offshoren: het verkrijgen van producten of diensten van operaties vanuit het buitenland.
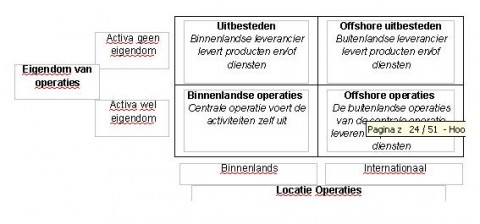
Locatie van capaciteit
De redenen voor locatiebeslissingen zijn:
Veranderingen in de vraag: bijvoorbeeld door het verschuiven van de vraag of verandering in de volume van de vraag
Veranderingen in het aanbod: bijvoorbeeld door veranderingen in de kostenstructuur of beschikbaarheid van de input benodigd voor de operatie.
Doelstellingen van de locatiebeslissing: er wordt in dit kader geprobeerd een balans te creëren tussen drie gerelateerde doelstellingen.
De ruimtelijke variabele kosten van de operatie: de kosten die samenhangen met de locatiebeslissing en variëren afhankelijk van de geografische ligging.
De service die de operatie aan zijn klanten te bieden heeft
Het inkomstenpotentieel van de operatie
De locatiebeslissing is voor elke operatie afhankelijk van de relatieve kracht van de factoren aan de vraag- en aanbodkant. Bij het vaststellen van een potentiële locatie, wordt rekening gehouden met het minimaliseren van de ruimtelijke variabele kosten en het maximaliseren van de omzet en de dienstverlening aan klanten. De locatie heeft invloed op beide factoren, maar dit is niet gelijk voor alle soorten operaties (bijvoorbeeld winstbeogende organisaties en organisaties zonder winstoogmerk).
Invloeden van de aanbodkant
Labour costs: de kosten van het in dienst nemen of het in dienst hebben van personeel. De arbeidskosten kunnen worden uitgedrukt in ‘kosten per uur’ of ‘kosten per eenheid’.
Land costs: de kosten voor het aanschaffen van de locatie. Hierin kan onderscheid gemaakt worden tussen de landkosten en de huurkosten.
Energy costs
Transportation costs: de kosten van transport voor het inkopen van de input voor de operatie en de kosten voor het vervoeren van goederen naar klanten.
Community factors: invloeden op de kosten van een operatie door de sociale, politieke of economische omgeving van de locatie (belastingtarieven, politieke stabiliteit, de taal, etc.).
Invloeden van de vraagkant
Labour skills: lokale arbeidskrachten zijn van invloed op de interesse van mensen om producten en/of diensten af te nemen die een operatie produceert.
Suitability of the site: de locatie moet geschikt zijn de groep afnemers te dienen die de organisatie voor ogen heeft.
Image of location: het imago van een locatie is van grote invloed op de mogelijke toevoer van afnemers.
Covenience for customers: dit is de meest belangrijke factor van alle genoemde criteria. Toegankelijkheid en gemak dienen de afnemer.
Locatie technieken zijn systematische en kwantitatieve technieken die het beslissingsproces helpen te vereenvoudigen en te versnellen. Deze technieken kunnen worden onderscheiden in:
Weighed-score method: dit is een techniek voor het vergelijken van de aantrekkelijkheid van alternatieve locaties. Het kent aan de factoren die van belang zijn een score toe en weegt elke score aan de hand van het belang van de factor.
Centre-of-gravity method: dit is een techniek die gebruikt wordt voor het vinden van een locatie die de transportkosten minimaliseert. De beste locatie is het gewogen zwaartepunt van alle punten naar en van de goederen die worden getransporteerd. Dit kan worden weergegeven in o.a. de volgende formule:

Het optimale capaciteitsniveau betreft de optimale grootte (in termen van capaciteit) van ieder faciliteit. Als de productie onder de normale productiecapaciteit komt, zullen de gemiddelde kosten per geproduceerd eenheid toenemen, omdat de vaste kosten nu moeten worden toegerekend aan minder geproduceerde eenheden. De vaste kosten zullen optreden ongeacht eventuele veranderingen in de productiecapaciteit; variabelen kosten veranderen juist bij een verandering in de productiecapaciteit. De totale kosten gedeeld door de productie geeft de gemiddelde kosten per geproduceerde eenheid. De echte gemiddelde kostencurve kan variëren van de normale gemiddelde kostencurve. De reden hiervoor zijn:
De vaste kosten treden niet tegelijkertijd op, zodra de onderneming begint te functioneren. Ze doen zich op verschillende punten voor, zodra de volume toeneemt (fixed-cost breaks).
De productiecapaciteit kan groter zijn dan de theoretische (normale) capaciteit, doordat gebruik gemaakt wordt van bijvoorbeeld overuren of tijdelijke uitbesteding.
Het kan zijn dat niet alle kosten te voorzien zijn of dat er sprake is van kostensancties indien de capaciteit dichtbij of boven de normale capaciteit ligt (Bijvoorbeeld als er gedurende een lange periode sprake is van overuren wellicht een afname in productiviteit, maar ook een toename in arbeidskosten).
Fixed cost breaks: de hoeveelheden output, waarbij het noodzakelijk is om te investeren in operatievoorzieningen die vaste kosten te dragen.
Economies of scale: de wijze waarop de kosten van het exploiteren van een operatie afnemen naarmate de operatie groter wordt.
Diseconomies of scale: de extra kosten die worden gemaakt bij het exploiteren van een bedrijf als deze groter wordt.
Het moment van capaciteitsverandering: bij de beslissing wanneer nieuwe bedrijfsonderdelen moeten worden toegevoegd, moet er een positie gekozen worden tussen twee extreme strategieën:
Capacity leads demand: dit is een strategie die de capaciteitsniveaus zodanig voorspelt, dat deze altijd groter is of gelijk is aan de voorspelde vraag.
Capacity lags demand: dit is een strategie die de capaciteitsniveaus zodanig voorspelt, dat deze altijd kleiner is of gelijk is aan de voorspelde vraag.
‘Smoothing’ van de voorraad: de strategie met betrekking tot het continuüm tussen zuiver leidende (leading) en zuiver achterblijvende (lagging) strategieën kan zodanig geïmplementeerd worden dat er geen voorraden wordt opgebouwd. Aan alle vraag wordt in een bepaalde periode voldaan (of niet) door de activiteiten van de operatie in die betreffende periode.
Voordelen | Nadelen |
|
|
| bedrijf geld nodig heeft voor uitbreiding van het kapitaal |
|
|
De opmaak c.q. layout van een operatie of proces geeft aan hoe de getransformeerde middelen relatief ten opzichte van elkaar zijn gepositioneerd en hoe de verschillende taken aan deze getransformeerde middelen zijn toe te wijzen. Uit deze twee punten volgt vervolgens het stroomlijningpatroon van de getransformeerde middelen. De doelen van de opmaak zijn grotendeels afhankelijk van de strategische doelen van de operatie, maar er bestaan ook algemene doelen die gelden voor alle operaties:
Inherent saftey: alle processen die mogelijk gevaarlijk zijn voor werknemers of klanten mogen niet toegankelijk zijn voor de ongeautoriseerde.
Lenght of flow: de stromen bestaande uit materialen, informatie of klanten moeten toepasselijk zijn voor de betreffende operatie.
Clarity of flow: alle stromen bestaande uit materialen of klanten moeten goed aangegeven worden; duidelijk en evident voor zowel werknemers als klanten.
Staff conditions: medewerkers mogen niet op een luidruchtige of onaangename plaats van de operatie geplaatst worden.
Management coordination: toezicht en communicatie moeten worden bevorderd door de locatie van de werknemers en communicatieapparatuur.
Use of space: alle layouts moeten de ruimte naar behoren gebruiken.
Long-term flexibility: de layouts moeten om de zoveel tijd worden veranderd.
De praktische layouttypes worden afgeleid van een viertal elementaire layouttypes.
Fixed-position layout: de positie van het product of dienst blijft gelijk, terwijl de transformerende middelen het product of dienst benaderen of er vanaf bewegen (medewerkers, machines, materialen). Dit is geschikt als het product of de ontvanger van de dienst te groot is, zeer teer is of tegen verplaatsing is. In de lay-out moeten de gebieden van de site zo aan de leveranciers toegewezen worden dat:
ze voldoende ruimte voor hun behoeften hebben
ze de bestellingen van materialen kunnen ontvangen en opslaan
alle leveranciers toegang hebben tot het onderdeel van het project waaraan ze werken zonder tussenkomst van de bewegingen van anderen
de totale beweging van leveranciers en hun voertuigen en materialen zo ver mogelijk geminimaliseerd wordt.
Functional layout: de gelijke resources en processen worden bij elkaar geplaatst. Verschillende producten of klanten kunnen verschillende behoeften hebben en nemen daadoor een ander traject binnen een layout. Het stroompatroon is daardoor ook zeer complex. Dit hoort bij jobbing of batch processen en professionele diensten of service shops (bijvoorbeeld: ziekenhuizen en supermarkten). Dit is geschikt indien het beter toepasbaar is voor het bedrijf of als het een verbetering van het gebruik van getransformeerde middelen tot gevolg heeft.
Cell layout: transformerende resources met eenzelfde functie (hetzelfde product produceren, het bedienen van dezelfde soort klanten etc.) dicht bij elkaar plaatsen (in een cel). Dit hoort bij batch of mass processen en service shops of mass services (bijvoorbeeld: de kraamafdeling in het ziekenhuis).
Product layout: de transformerende resources in een volgorde plaatsen die nodig is om een bepaald product of dienst te produceren. De stroom is voorspelbaar en daardoor makkelijk te beheersen (bijvoorbeeld: autofabrieken, een lening verstrekken, een zelfbedieningsrestaurant).
Als er van een fixed-position layout naar een product layout wordt overgegaan, wordt de flexibiliteit minder, de doorlooptijd korter en de variabele kosten minder. Veel operaties kiezen voor een hybride (mixed) layout. Hierin worden verschillende elementen van de verschillende layouttypen gecombineerd of er worden in verschillende fasen/delen van de operatie verschillende elementaire typen toegepast (bijvoorbeeld: de röntgenafdeling is een proces layout, chirurgie is een vaste positie layout en het bloedlaboratorium is een product layout).
De layout beslissing is belangrijk in een bedrijf vanwege de volgende redenen:
Layout is vaak een lange en moeilijke taak vanwege de fysieke omvang van de transformerende middelen die verplaatst worden
De re-layout van een bestaande operatie kan het soepel verlopen belemmeren en dit kan leiden tot klantontevredenheid of zelfs verlies van productie
Als de layout (achteraf bekeken) onjuist blijkt, kan dit leiden tot te lange flow-patronen, te lange wachtrijen van klanten binnen het bedrijf, lange procestijden, hoge kosten, etc.
Er moeten uiteindelijk voor de layout drie beslissingen gemaakt worden:
Volume en variëteit én strategische uitvoeringsdoelstellingen; het proces type (bijvoorbeeld: project proces, jobbing proces, batch proces, etc.)
Proces type en strategische uitvoeringsdoelstellingen; het basis layouttype (bijvoorbeeld: fixed position layout, proces lay-out, cel lay-out en product lay-out).
Basis lay-out type; het gedetailleerde design van de layout, de fysieke positie van alle getransformeerde middelen, etc.
Naast de voor- en nadelen moet er ook naar de vaste en variabele kosten gekeken worden, behorend bij elke lay-out in combinatie met het betreffende product. De fixed position is erg flexibel en kan dus een hoge variëteit aan, maar is tevens duur per eenheid product. De functional layout is ook flexibel, maar kan een lange wachttijd hebben. De cell layout heeft een goede balans tussen kosten en flexibiliteit bij een hoge variatie, maar heeft vaak ook meer fabrieksruimte en gereedschap nodig. De product layout heeft lage kosten bij een hoog volume , maar blijkt weinig flexibel.
| Voordelen | Nadelen |
Fixed position |
|
|
Functional |
|
|
Cell |
|
|
Product |
|
|
Het gedetailleerde ontwerp in een fixed-position layout: de locaties van de middelen wordt bepaald aan de hand van de het gemakt van het zelf transformeren van de middelen. Het doel is om een layout te realiseren die het mogelijk maakt dat alle getransformeerde middelen hun contributiebijdrage aan het transformatieproces zullen maximaliseren. Dit wordt bewerkstelligd door de layout een effectievere service te laten bieden aan de getransformeerde middelen.
Het gedetailleerd ontwerp in een functional layout: ook wel bekend om zijn combinatorische complexiteit. Dit is het idee dat veel verschillende manieren van verwerking van producten en diensten op veel verschillende locaties of tijdstippen samen resulteren in een uitzonderlijk groot aantal haalbare opties. De term wordt vaak gebruikt in faciliteiten layout en planning om niet-optimale oplossingen te rechtvaardigen (want er zijn te veel opties om te verkennen).
Gedetailleerd ontwerp in een cell layout: het betreft de omvang en de aard van de cellen die het gekozen heeft om aan te nemen. De omvang en de aard van cellen kunnen het best omschreven worden door de hoeveelheid van de directe en indirecte middelen te onderzoeken die binnen de cel worden toegewezen. Er wordt ook gekeken welke middelen toegewezen moeten worden aan welke cellen.
Gedetailleerd ontwerp in een product layout:
Welke cyclustijd is nodig?
Hoeveel stappen zijn nodig?
Hoe moet de task-time variatie behandeld worden?
Hoe moet de layout gebalanceerd worden?
Het rangschikken van de stappen: alle stappen die nodig zijn om aan alle eisen van een layout te voldoen mogen niet in een opeenvolgende ‘single line’ geplaatst worden. De ‘single line’ kan onderverdeeld worden in twee soorten:
Long thin line: een proces ontworpen met zo veel mogelijk opeenvolgende stappen, die ieder een relatief klein deel vervullen van de totale taak
Short fat line: een proces ontworpen met zo weining mogelijk opeenvolgende stappen, die ieder een relatief groot deel vervullen van de totale taak.
Voordelen Long thin line | Voordelen Short fat line |
|
|
|
|
|
|
|
|
Wat houdt planning en beheer in?
Planning en beheer richten zich op het afstemmen van de klantenvraag op de beschikbaarheid van materialen en capaciteit. Planning betreft datgene wat op een bepaald moment in de toekomst zou moeten gebeuren. Een plan garandeert echter niet dat het echt gaat gebeuren. Beheer is het omgaan met veranderingen in bepaalde variabelen die tot gevolg hebben dat een plan uiteindelijk niet uitkomt. Dit houdt in dat plannen op korte termijn moeten worden aangepast dan wel dat er ingrepen moet worden, zodat het plan alsnog kan worden uitgevoerd (replanning). Alle werkzaamheden vereisen zowel planning als beheer, maar de mate van formaliteiten en details kunnen verschillen. In alle gevallen kunnen de aspecten van de planning- en beheercyclus gezien worden als een vertegenwoordiging van het afstemmen van de vraag op het aanbod. Voor aspecten op lange termijn wordt de nadruk gelegd op plannen, omdat er in principe nog weinig kan worden bijgestuurd. Lange termijn planning vereist een bepaalde mate van samenvoeging; een bepaalde afdeling wordt als een geheel beschouwd en onnodige details zijn hierbij niet van belang. Deze details zijn op korte termijn nog aan te passen of bij te sturen. Met andere woorden: op de korte termijn is beheer veelal van belang. In operaties waarbij sprake is van veel verschillende soorten producten is het lastiger om verder vooruit te plannen. Op maat gemaakte producten kunnen namelijk pas worden gepland, zodra de eisen van de klant bekend zijn. Dit vereist een planning op de korte termijn, waarbij het beheer gedetailleerd moet zijn. Een grote hoeveelheid vereist daarentegen wel een ruim van te voren opgezet plan. Klanten willen immers snelle levering.
Lange, middellange en korte termijn planning en beheer:
Lange termijn planning en beheer
Maakt gebruik van geaggregeerde prognoses van de vraag
Bepaalt middelen in een geaggregeerde vorm
Doelstellingen van voornamelijk financiële aard
Middellange termijn planning en beheer
Maakt gebruik van gedeeltelijke opgesplitste prognoses van de vraag
Bepaalt middelen en onvoorziene omstandigheden
Doelstellingen van zowel financiële als operationele aard
Korte termijn planning en beheer
Maakt gebruik van volledig opgesplitste prognoses of van de werkelijke vraag
Maakt interventies om de middelen te corrigeren die afwijken plannen
Ad hoc afweging van operationele doelstellingen
Het doel van planning en beheer is ervoor te zorgen dat de processen effectief en efficiënt worden uitgevoerd en dat de producten en diensten worden geproduceerd zoals de klanten erom verzocht hebben. De aard van besluiten die genomen worden om een operatie te plannen en te beheren, is zowel afhankelijk van de aard van de vraag in een organisatie als van de aard van het aanbod. Onzekerheden omtrent het kunnen leveren van en ook de vraag naar producten en diensten belemmeren de planning en beheer.
Onzekerheid in het aanbod: sommige handelingen zijn redelijk voorspelbaar en lopen meestal volgens plan. In deze situaties is de controle dan ook minimaal. Een betrouwbare levering vereist de beschikbaarheid van alle getransformeerde en transformerende middelen. Indien er middelen afwezig zijn, is het vrijwel onwaarschijnlijk dat een levering kan plaatsvinden. Om de onzekerheid in het aanbod te begrijpen, is het dus eerst belangrijk de onzekerheid van elke input te begrijpen die het aanbod regelt.
Onzekerheid in de vraag: Voor sommige operaties is de vraag vrij voorspelbaar. Bijvoorbeeld op een school waar de klassen vaststaan en het blok of semester is begonnen, is de middellange en korte termijn planning en beheer zeer voorspelbaar. De lange termijn planning is echter minder voorspelbaar. In andere operaties is de vraag zelfs niet op korte termijn te voorspellen (bijvoorbeeld een fast-food restaurant in een winkelcentrum). Bepaalde patronen kunnen wel worden voorspeld.
Er kan sprake zijn van een afhankelijke en onafhankelijke vraag. De afhankelijke vraag is de vraag die redelijk te voorspellen valt, omdat deze afhankelijk is van een gevestigde factor. Dit is vaak het geval bij organisaties die onderdelen nodig hebben voor producten ten behoeve van consumenten. De strategie bij deze vraag is de Materials Requirement Planning. De onafhankelijke vraag is de vraag die moeilijk te voorspellen valt; er zit geen organisatie tussen. Een supermarkt kan bijvoorbeeld niet weten hoeveel klanten het de volgende dag krijgt. Dit is afhankelijk van schattingen, waardoor het risico op een tekort aan voorraad dus groter wordt. De strategie bij de vraag is de Inventory planning and control. Er zal bij een onafhankelijke vraag zodoende gekozen worden om pas te produceren indien het nodig is (vaak pas als de vraag/bestelling ontvangen is). Dit wordt ook wel aangeduid als recource-to-order planning and beheer genoemd; de koop wordt als het ware naar voren geplaatst. Ook is het mogelijk dat de benodigde middelen al op voorraad liggen, maar dat er pas geproduceerd wordt als de bestelling binnen is. Dit wordt aangeduid als create-to-order of make-to-order. Verder bestaat de mogelijkheid nog om vooraf alles te produceren en dit als voorraad op te slaan tot het moment dat er vraag naar is; ook wel aangeduid als make-to-stock. Met andere woorden: hoe verder de koop naar achter verplaatst wordt, des te meer voorbereid en geproduceerd is, voordat er überhaupt vraag naar is. Een andere manier om de graduatie tussen bron-to-order en make-to-stock planning- en beheercyclus te karakteriseren, is door gebruik te maken van een P:D ratio. Dit weerspiegelt de periode dat een klant moet wachten tussen de vraag naar het product of dienst en het ontvangen ervan. De factor D weerspiegelt de vraagtijd (demand time) en de factor P de totale doorlooptijd (total throughput time). De doorlooptijd is de tijd benodigd de middelen te verkrijgen en de tijd benodigd voor het produceren en leveren van het product of de dienst. De factoren P en D zijn afhankelijk van de operatie en P:D ratio's geven de mate van speculatie weer. De factoren D en P zijn aan elkaar gelijk bij resource-to-order. Bij deze strategie bestaat geen risico, aangezien de vraag zeker is. Indien het P:D risico afneemt, wordt het risico in planning en beheer minder.
Planning en beheer betreft het aftstemmen van de vraag op het aanbod in termen van hoeveelheden, timing en kwaliteit. Voor het plannen en beheren van de hoeveelheden en de timing bestaan vier overlappende activiteiten:
Loading (laden)
Sequencing (volgorde bepalen)
Scheduling (planning)
Monitoring and controlling (toezicht en beheer)
Loading: dit draait om de hoeveelheid werk dat moet worden volbracht. Hierbij dient rekening gehouden te worden met de beschikbare productietijd (valuable operating time). Bij finite loading wordt aan een bepaald werkcentrum een bepaalde hoeveelheid werk toegewezen (meestal de nuttige capaciteit). Deze benadering is gebaseerd op een schatting van de capaciteit van het werkcentrum en kan gebruikt worden door operaties indien:
Het mogelijk is de lading te beperken
Het vereist is de lading te beperken
De kosten van het beperken minimaal zijn
Infinite loading kent geen beperking voor de hoeveelheid werk dat geaccepteerd zal worden; er wordt ongeacht de capaciteit of andere beperkingen geprobeerd het werk aan de werkcentra toe te wijzen. Hierdoor wordt gedurende dezelfde periode meer werk uitgevoerd, waardoor het dus ook sneller af is. Deze benadering kan door operaties gebruikt worden indien:
Het niet mogelijk is de lading te beperken
Het niet vereist is de lading te beperken
Het beperken van de lading tot hoge kosten leidt
Sequencing: dit is de activiteit die bepaalt in welke volgorde het werk moet worden uitgevoerd. Hierbij wordt rekening gehouden met:
Physical constraints: verschillende soorten materialen hebben verschillende soorten bewerkingen, waardoor een bepaalde volgorde vereist is.
Customer priority: ongeacht de aankomsttijd van de bestelling worden bepaalde grote of belangrijke klanten dan wel producten eerder afgehandeld dan anderen.
Due date (DD): het werk wordt uitgevoerd op volgorde van vervaldatum, ongeacht de grootte van elke opdracht of het belang van de klant.
Last in first out (LIFO): de opdracht die als laatst binnenkomt, wordt als eerst uitgevoerd
First in first out (FIFO): de opdracht die als eerst binnenkomst, wordt als eerst uitgevoerd
Longest operation time (LOT): de opdracht die het langst duurt, wordt als eerst uitgevoerd
Shortest operation time (SOT): de opdracht die het snelst klaar is, wordt als eerst uitgevoerd.
Johnson’s rule: deze benadering wordt gebruikt om de volgorde van aantal taken te bepalen, dat door twee werkcentra dient te worden uitgevoerd. Deze regel stelt dat er gekeken moet worden naar de taak met de kortste doorlooptijd en naar het bijhorende werkcentrum. Hoort de tijd bij het eerste werkcentrum, dan wordt de taak op nummer 1 geplaatst of op de plaats zo dicht mogelijk bij 1. Hoort de tijd bij het tweede werkcentrum, dan wordt de taak op de laatste plek geplaatst of op een plaats zo dicht mogelijk bij de laatste. Op deze wijze kunnen alle taken in de kortst mogelijke tijd worden uitgevoerd.
Scheduling: nadat de volgorde vastgesteld is, wordt in een tijdschema bepaald op welke tijdstippen de werkzaamheden starten en klaar dienen te zijn. Het inroosteren van deze schema’s is behoorlijk moeilijk, omdat er tegelijk rekening gehouden moet worden met verschillende soorten middelen. Indien het aantal activiteiten en processen toeneemt, neemt ook de kans op meer tijdschema’s toe. Forward scheduling is het beginnen met werk op werkplekken zodra het arriveert. Backward scheduling is het beginnen met werk op werkplekken op het laatst mogelijke moment. De meest gebruikte methode voor het inroosteren is de Ganttkaart. Deze methode geeft een visuele weergave van wat er moet gebeuren en wat er op dat moment gebeurt. Het dient tevens als hulpmiddel voor het geven van alternatieven. Bij het inroosteren is van belang dat:
de capaciteit overeenkomt met de vraag
de diensten niet te lang zijn of te kort
er zo min mogelijk op onregelmatige uren wordt gewerkt
de vrije dagen overeenkomen met de arbeidsvoorwaarden
de vakantiedagen worden opgenomen
er voldoende flexibiliteit is om veranderingen in aanbod en vraag op te vangen
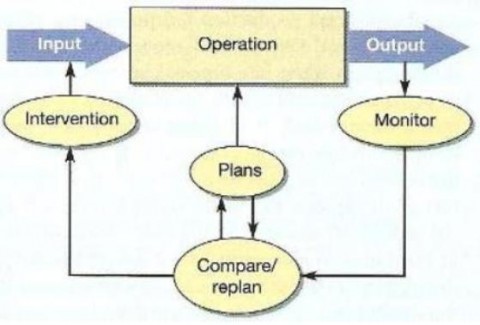
Monitoring and controlling: om te bewerkstelligen dat geplande activiteiten daadwerkelijk worden uitgevoerd, is toezicht en beheer vereist. Een mogelijke afwijken in de gemaakte plannen moeten worden bijgesteld (replanning). Het periodiek ingrijpen in activiteiten van een operatie is een duidelijk element van beheer. De wijze van ingrijpen is afhankelijk van de strategie die wordt toegepast; de push- or pullstrategie. Bij de pushstrategie gaat het materiaal pas naar de volgende fase, zodra het klaar is. Bij de pullstrategie gaat het materiaal pas naar de volgende fase, zodra de volgende fase hierom verzoekt. Dit is een van de fundamentele principes van just-in-time. Een voorbeeld van een eenvoudig beheermodel:
Drum, buffer, rope concept komt voort uit de theory of constraints (TOC) en de optimized production technology (OPT).
Dit proces maakt gebruik van een bottleneck om de stroom van materialen te controleren. De theory of constraints richt zich op de beperkingen die aan de capaciteit gesteld worden. Met behulp van het drum, buffer, rope concept kan worden bepaald waar in het proces het beheer dient plaats te vinden. Goldratt stelt dat dit dient plaats te vinden waar de bottleneck zich bevindt, dus het deel van het proces dat het langst bezig is met de input. De bottleneck wordt aangeduid als de drum, omdat dit de ‘maat’ bepaalt voor de rest van het proces. Omdat een bottleneck niet genoeg capaciteit heeft, wordt deze volledig (of moet deze volledig worden) benut. Daarom is het verstandig een voorraadbuffer aan te houden, zodat het altijd iets heeft om mee te werken. Omdat de bottleneck de output van het hele proces belast, zal alle tijd die verloren gaat op de plek van de bottleneck van invloed zijn op het hele proces. Om te voorkomen dat de activiteiten vóór de bottleneck teveel zullen produceren, is er een bepaalde vorm van communicatie vereist tussen de bottleneck en de input van het proces. Dit wordt ook wel aangeduid als rope. Dit concept leidt het werk door het proces en geeft aan wanneer het werk vervolgd kan worden, zodat de aanvoer naar de bottleneck niet te groot wordt. In hoeverre de operatie controleerbaar is, is afhankelijk van in hoeverre:
De doelen in de organisatie met elkaar overeenstemmen
De output van activiteiten kan worden gemeten
De effecten van het ingrijpen in het proces voorspelbaar zijn
de activiteiten van het proces herhaalbaar zijn
De capaciteit van een operatie is het maximale niveau van activiteiten met een toegevoegde waarde dat een proces gedurende een bepaalde periode onder normale productie omstandigheden kan realiseren. De capaciteitsbeperking voor de hele operatie ontstaat door de onderdelen in de operatie die op het maximum (limiet) van hun capaciteit actief zijn (capacity ceiling). De effectieve capaciteit van een operatie wordt tijdens de planning- en beheerprocedure vastgesteld, zodat deze adequaat kan reageren op de vraag. Long-term capacity strategy is het introduceren of verwijderen van grote elementen van fysieke capaciteit. De korte termijn capaciteitsbeslissingen worden gemaakt binnen de capaciteitsbeperkingen (capacity constraints) die door de lange termijnbeslissingen zijn vastgesteld. Op de middellange en korte termijn is van belang dat de capaciteitsniveaus worden vastgesteld in algemene termen. De gegevens van individuele producten en diensten zijn hierbij niet van belang.
Voor het maken van beslissingen worden de vraag- en capaciteitsniveaus voor die betreffende periode gemeten. Het is hierbij ook van belang dat alternatieve plannen worden opgesteld, indien eventuele vraagveranderingen optreden.
Op basis hiervan wordt dan uiteindelijk de meest geschikte capaciteitsbehoefte gekozen. Medium-term capacity and control is het aanpassen van de capaciteit van een operatie voor vraagprognoses voor een periode van 2 tot 18 maanden. Bij Short-term wordt de capaciteit aangepast aan een kortere periode of aan een gebeurtenis, dat plaatsvindt op korte termijn (van dag tot dag aanpassingen).
Het doel van capaciteitsplanning en –beheer: de capaciteitsbeslissingen die genomen worden, zijn van invloed op de verschillende aspecten van prestaties.
Kosten worden beïnvloed door de balans tussen capaciteit en vraag (onderbezetting door lage vraag leidt tot hoge Kosten per eenheid)
Revenues worden ook beïnvloed door de balans tussen capaciteit en vraag, maar op een tegenovergestelde wijze.
Werkkapitaal wordt beïnvloed als er wordt besloten voorraden aan te vullen om aan de vraag te kunnen voldoen
Kwaliteit wordt beïnvloed door fluctuaties in capaciteitsniveaus, waardoor de kans op het maken van fouten toeneemt (bijvoorbeeld door het tijdelijk inhuren van personeel).
Snelheid wordt beïnvloed door het aanvullen van voorraden of door het vergroten van de capaciteit
Betrouwbaarheid: hoe dichter de vraag zich bevindt bij het capaciteitsplafond, des te moeilijker wordt het om verstoringen in de productie te verwerken en hoe minder betrouwbaar de levering van producten dan wel dienst wordt.
Flexibiliteit: hoe meer capaciteit, des te groter de flexibiliteit
Een belangrijk element van de capaciteitsbeslissing is de vraagprognose. Een dergelijke prognose moet aan drie eisen voldoen:
het moet worden uitgedrukt in termen die bruikbaar zijn voor de planning en beheer (vraag uitdrukken in zelfde eenheid als capaciteit)
het dient zo nauwkeurig mogelijk te zijn
het moet een indicatie geven van de relatieve onzekerheid, om zodoende rekening te kunnen houden met eventuele fluctuaties in de vraag.
Veel organisaties worden gedurende het jaar beïnvloed door seizoensgebonden vraag en productie. De verschillen die hierdoor optreden in de vraag zijn redelijk voorspelbaar, maar worden tevens veroorzaakt door onverwachte veranderingen in het klimaat en de economische voortgang. De fluctuaties zijn zodoende jaarlijks, dagelijks dan wel wekelijks van invloed op de vraag. Het meten van de capaciteit is niet eenvoudig, aangezien veel operaties in een organisatie zeer complex van aard zijn. De capaciteit is slechts eenvoudig te bepalen bij operaties die een repetitief karakter en een hoog standaardisatieniveau hebben. Meestal is het gebruik van een output capacity measure het nauwkeurigst, indien de output van de operatie niet afwijkt van zijn daadwerkelijke aard; deze output is redelijk consistent (voorbeeld: patiënten, klanten, afgestudeerde studenten). Wanneer echter een combinatie van meerdere outputs op verschillende wijze beroep doet op een proces, wordt er gebruik gemaakt van input capacity (Voorbeeld: ziekenhuisbedden, theaterstoelen, studenten). Bijna iedere operatie zou een combinatie van beide soorten output kunnen gebruiken, maar in de praktijk wordt meestal toch voor één van de twee gekozen. De capaciteit is verder ook afhankelijk van de samenstelling van verschillende activiteiten (activity mix). De design capacity is de capaciteit van een proces of faciliteit zoals die destijds bij het ontwerp is vastgesteld. Bij het ontwerpen van een operatie wordt een theoretische capaciteit vastgesteld. Deze kan echter in de praktijd niet altijd gerealiseerd worden; door veranderingen, onderhoud en andere verstoringen gaat een gedeelte van de capaciteit verloren. De capaciteit die resteert wordt de effectieve capaciteit van een operatie genoemd, maar ook deze kan vaak niet worden gerealiseerd. De echte output is in de praktijd dus lager dan de effectieve capaciteit.
Utilization = (actual output: design capacity)
Efficiency = (actual output : effective capacity)
Met de ‘Overall Equipment Effectiveness’ wordt de effectiviteit van de productieapparatuur beoordeeld. De OEE is gebaseerd op drie aspecten van prestatie:
De tijdsduur dat de apparatuur beschikbaar is voor gebruik (total operating time / loading time)
De kwaliteit van het product of dienst dat is geproduceerd (valuable operating time / net operating time)
De snelheid (of doorlooptijd) van deze apparatuur (net operating time / total operating time)
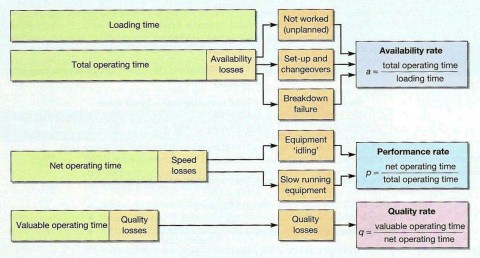
Figuur: het meten van de effectiviteit van productieapparatuur ()
OEE = a •p•q
Er zijn drie klinkklare methoden om met vraagfluctuaties om te gaan:
Level capacity plan: het negeren van fluctuaties en het constant houden van het activiteitenniveau (middellange termijn). Zo ontstaat er een voorraad wanneer de vraag kleiner is dan de productie en wordt de voorraad gebruikt indien de vraag groter is dan de productie. Bij diensten is deze methode echter niet mogelijk; dit heeft dan een verspilling van middelen (resources) tot gevolg.
Chase demand plan: het aanpassen van de capaciteit om zodoende vraagfluctuaties te weerspiegelen. Dit bewerkstelligt minder verspilling van overbodig personeel en minder voorraad in opslag. Het aanpassen van de capaciteit kan o.a. door:
het aantal productieve uren inperken door in te grijpen in overuren en verlofuren
de hoeveelheid personeel aanpassen; extra/minder personeel. Hier zijn echter kosten en ethische aspecten aan verbonden.
Part-time personeel inzetten.
Subcontracting toepassen; extra capaciteit inkopen van andere organisaties. Het is echter duur en er bestaat een risico met betrekking tot betrouwbaarheid en kwaliteit (het capaciteitsmanagement gebruikt capaciteit van andere activiteiten).
Demand management: het aan passen van de vraag om aan de capaciteit te kunnen voldoen. De vraag kan mede worden veranderd door de prijs aan te passen (kortingen). Dit is veelal het geval bij seizoensproducten dan wel -diensten zoals hotels. Daarnaast kunnen bestaande processen tijdelijk gebruikt worden voor het produceren van alternatieve producten en diensten waar op dat moment meer vraag naar is.
De praktijk gebruikt vaak een mix van deze methoden. Yield management wordt voornamelijk gebruikt bij een vaste capaciteit (hotels, vliegtuigmaatschappijen). Deze methode verzekert dat een operatie het potentieel om winst te genereren, maximaliseert. Een luchtvaartmaatschappij doet dit door plaatsen in vliegtuigen meerdere keren te boeken/verkopen (niet iedereen komt opdagen), door kortingen te geven in rustigere perioden en door het aanbieden van verschillende diensten (first-, business- en economyclass).
Bij de keuze voor een capaciteitsplan moeten de consequenties van elk plan duidelijk zijn. Deze kunnen worden geanalyseerd met twee methodes:
Cumulative representations maakt gebruik van historische gegevens en voorspellingen. Grafieken kunnen worden gemaakt om de (cumulatieve) productie te vergelijken met de (cumulatieve) vraag. Zodoende kan worden gekeken waar sprake is van onder- en overcapaciteit.
Queuing theory ofwel waiting line theory is een wiskundige benadering die het gedrag van wachtrijen probeert te voorspellen (ook wel waiting line theory genoemd). Zodra een organisatie aan de vraag wil voldoen, zal de cumulatieve productielijn zich altijd boven de cumulatieve vraaglijn bevinden.
Bij operaties waar het onmogelijk is om producten dan wel diensten te produceren voordat er sprake van vraag is, blijkt een cumulatieve weergave onbruikbaar. De cumulatieve productie komt in deze gevallen namelijk nooit boven de cumulatieve vraag te liggen. Bij zulke activiteiten is de wachttheorie de beste methode om de capaciteitsplanning en –beheer tot uitdrukking te brengen. Een wachtrij ontstaat wanneer klanten niet gelijk bediend kunnen worden en de vraag dus niet direct wordt voldaan. Dit kan veroorzaakt worden door de komst van individuele vragen die lastig te voorspellen zijn en/of door een onzekere productietijd. Hierbij klanten niet altijd mensen, maar deze kunnen zich ook voordoen in de vorm van bijvoorbeeld orders die in het proces betrokken worden. De klanten komen voort uit een oneindig (grote hoeveelheid potentiële klanten) of eindig (vast aantal klanten) klantenbestand. De aankomstratio geeft aan met welke snelheid de klanten arriveren bij het proces (vaak een variabele snelheid). De klanten die hun beurt afwachten, vormen een vaak een oneindig lange wachtrij, die soms zelfs wettelijk beperkt wordt. Indien de wachtrij zijn maximale capaciteit bereikt heeft, wordt de daarop volgende klant geweigerd. Een menselijke klant kan er in dit geval voor kiezen niet bij de rij aan te sluiten; dit wordt aangeduid als terugschrikken. Indien de klant al in de rij gestaan heeft, maar er vervolgens voor gekozen heeft de rij te verlaten, kan er gesproken worden over intrekken. De wachtdiscipline ontstaat uit de regels die bepalen in welke volgorde de wachtende klanten bediend zullen worden. In een wachtsysteem kan sprake zijn van een of meerdere bedieners, die vervolgens op verschillende wijzen kan ofwel kunnen worden opgesteld (serie of parallel). Een bediener zorgt er voor dat een klant uiteindelijk in het proces wordt opgenomen. Bij een wachtsysteem is van uiterst belang dat er een balans gecreëerd wordt tussen het gebruiken van het systeem en de wachttijd van een klant. Fluctuaties in de vraag of capaciteit veroorzaken een verlaging van de effectieve capaciteit en dus een afname van inputs in het proces die in behandeling kunnen worden genomen.
Indien de wachtrij bestaat uit menselijke klanten is het van belang hoe zij de wachttijd ervaren. Het beheersen van klantenpercepties en -verwachtingen is daarbij dus een onderdeel van het wachtsysteem. Elementen die van invloed zijn op het ervaren van wachttijden:
niets onder handen hebben tijden het wachten zorgt voor een langer tijdsperceptie dan bezig zijn tijdens het wachten
de wachttijd vóór het proces wordt moeizamer geacht dan de wachttijd tijdens het proces
angst of onzekerheid bewerkstelligt een langer tijdsperceptie
een wachttijd van onbekende duur heeft een langer tijdsperceptie dan een wachttijd waarvan de duur bekend is
een onverklaarde wachttijd is moeizamer dan een verklaarde wachttijd
hoe hoger de waarde van de dienst, des te langer is de klant bereid te wachten
alleen wachten is moeizamer, dan het wachten in een groep (tenzij men de andere uit de groep niet aardig vindt).
1. Notaties
Er zijn een aantal verschillende notaties mogelijk voor de verschillende aspecten van het gedrag van wachtrijstystemen. De volgende notaties worden in dit boek gebruikt:
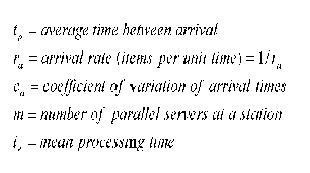
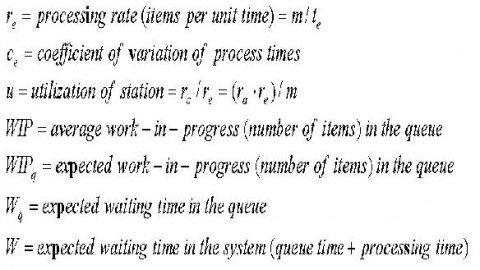
2. Variabiliteit
Wanneer er geen sprake is van variabiliteit is een wachtrij onnodig; het is namelijk precies duidelijk wanneer de klanten en hoeveel klanten zullen arriveren. Echter, een dergelijk situatie is niet reëel; er is altijd sprake van variabiliteit in de aankomst- of procestijden. Er wordt gebruik gemaakt van een kansverdeling, om de variabiliteit van de gemiddelde aankomst- of procestijd te kunnen bepalen. Bij een grote variabiliteit zal de verdeling wijder uit elkaar liggen. Omdat de variabiliteit als een standaarddeviatie wordt weergegeven, moet deze genormaliseerd worden, om het geheel in verhouding met de gemiddelde aankomsttijd te kunnen beschouwen. Dit wordt aangeduid als de coëfficiënt van de variabiliteit.
3. De integratie van Litte’s law
gemiddelde doorlooptijd = (gemiddelde WIP: doorvoersnelheid)
Wachttijd W4= (gemiddelde in rij WIP4: aankomstratio Ra)
4. Typen wachtsystemen
Wachtsystemen worden gekenmerkt met vier parameters:
A = distributie van aankomsttijden
B = distributie van procestijden
m = aantal bedieners
b: maximum aantal voorwerpen in het systeem
Beide distributies kunnen worden beschreven als exponentieel (M) of generiek (G) verdeeld. Volgens Kendall's notatie kan een wachtsysteem nu als volgt worden beschreven: tussen-aankomsttijden-verdeling/procestijden-verdeling/aantal bedieners/maximum aantal items. De twee meest voorkomende systemen zijn:
M/M/m = exponentiële aankomst- en procestijden met m bedieners en geen maximum aantal in de rij;
G/G/m = generieke aankomst- en procestijden met m bedieners en geen maximum aantal in de rij.
De wachtformules bij de verschillende systemen worden dan als volgt:
M/M/1: gemiddelde wachttijd W4 (u:1-u) • t1
u=bezettingsgraad (utilization) = aankomstsnelheid •gemiddelde procestijden = Ra •Te
en

Van belang te realiseren bij deze fromules is dat:
de wachttijd gevoelig is voor de bezetting (zeker indien deze hoog is)
de wachttijd evenredig toeneemt met de gemiddelde procestijd
de wachttijd toeneemt met de variabiliteit in aankomst- en procestijden
Voorraad kan omschreven worden als:
de opgeslagen accumulatie van getransformeerde middelen in een proces
dit heeft meestal betrekking op materiële middelen, maar kan ook gebruikt worden voor het inventariseren van informatie
Voorraden bestaande uit klanten, of klanten van klanten, zijn meestal wachtrijen
Voorraden worden mede aangehouden, doordat er een verschil in timing en/of snelheid bestaat van vraag en aanbod. Het is dus onder andere bedoeld:
om adequaat te kunnen reageren op de (onverwachte) vraag
om flexibiliteit te creëren
om betrouwbaarheid te bieden in de levering
omdat er is van inkoopvoordelen
De voorraden kunnen worden onderverdeeld in de positie en functie van voorraad.
Positie
Raw material - Input voor het transformatieproces
Components inventories - Input voor het transformatieproces
Work-in-progress (WIP) - Voorraad in het transformatieproces
Finished goods inventory - Voorraad gereed product
Deze fases doen zich respectievelijk voor in een single-stage, two-stage en multi-stage inventory system. Multi-echelon inventory: deze methode geeft een overzicht van de relatie tussen de soorten voorraad gedurende de verschillende operaties in een leveringsnetwerk.
Functie
Buffervoorraad: een veiligheidsvoorraad om fluctuaties in vraag en aanbod op te vangen die niet voorspeld kunnen worden.
Cyclusvoorraad: zodra een of meer fases in het proces niet in staat zijn alle items tegelijkertijd te leveren (alleen in geval van batchproductie).
Ontkoppelingsvoorraad: de voorraad die gebruikt wordt tussen de werkplekken of tijdens de processen, zodat deze in staat zijn relatief onafhankelijk te functioneren
Pijplijnvoorraad: de voorraad die ontstaat doordat materiaal niet direct vervoerd kan worden naar een vraagpunt. De voorraad gedurende deze transportperiode is de pijplijnvoorraad.
Anticipatievoorraad: voorraden die bewust eerder aangetrokken worden, zodat gereageerd kan worden op de verwachte toekomstige vraag of storingen in het aanbod.
De nadelen van voorraad
Het geld kan niet meer voor andere doeleinden worden aangewend
Het brengt opslagkosten met zich mee en neemt ruimte in beslag
Het kan verslechteren, verouderen en/of beschadigen
Er kan voorraad uit het oog verloren worden (geen overzicht meer)
Het brengt administratie- en verzekeringskosten voort
Bij het managen van een voorraadsysteem dient van dag tot dag voorraadbeslissingen genomen te worden. Deze beslissingen kunnen als volgt gedefinieerd worden:
How much to order: dit wordt ook aangeduid als de volumebeslissing. Er zal telkens bepaald moeten worden met hoeveel items de voorraad moet worden aangevuld.
When to order: dit wordt ook aangeduid als de tijdstipbeslissing. Er zal telkens bepaald moeten worden op welk moment of op welk voorraadniveau de bestelling van de bevoorrading dient plaats te vinden.
How to control the system: er zijn routines en procedures nodig bij het maken van de bevoorradingbeslissing.
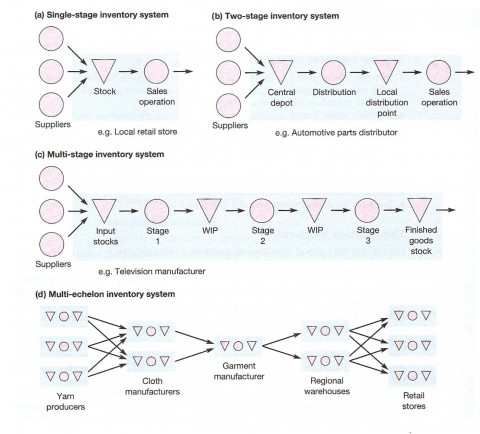
Figuur: vijf samenhangende combinaties voorraadsystemen
In de bevoorradingsbeslissing moet onder andere rekening gehouden worden met voorraadkosten en aankoopkosten. Deze kosten zijn onder te verdelen in:
Cost of placing the order: de kosten i.v.m. de bevoorrading (bestelkosten)
Price discount costs: de kosten i.v.m. kwantumaankopen (extra kosten indien een kleinere hoeveelheid wordt afgenomen, dan dat de bedoeling is van de aanbieding)
Stock-out costs: de kosten i.v.m. het niet kunnen voldoen aan de vraag
Working capital costs: de werkkapitaalkosten; de kosten zijn eerder gemaakt, dan dat de opbrengsten worden ontvangen
Storage costs: de kosten i.v.m. de opslag
Obsolescence costs: de kosten i.v.m. beperkt houdbare goederen
Operating inefficiency costs: de kosten i.v.m. operationele inefficiënte; hoge voorraden geven de echte problemen binnen het proces niet duidelijk weer (JIT-principe).
Bij het berekenen van de ‘holding costs’ worden deze elementen ook betrokken. Deze kosten zijn echter niet allemaal voor één dezelfde organisatie. Soms gaan leveranciers namelijk mee akkoord om een consignatievoorraad te leveren. De ‘consignment stock’ houdt in dat de leverancier grote hoeveelheden voorraad levert aan de klant, doch pas betaalt krijgt indien en wanneer de goederen worden verbruikt. De voorraad wordt gefinancierd door de leverancier en blijft zodoende in de tussentijd ook diens eigendom, maar wordt opgeslagen door de klant. Met behulp van de ‘Economic Order Quantity’ formule wordt berekend wat de optimale bestelvolume is. Bij deze benadering wordt er vanuit gegaan dat de bestelling in series aankomt en dat de voorraad vervolgens geleidelijk afneemt door vraag (zaagtandeffect). De EOQ kan als volgt benaderd worden:

Tussen formules:
The average inventory = Q/2
The time interval between deliveries = Q/D
The frequency of deliveries the reciprocal of the time interval = D/Q
Inventory costs = inventory cost per unit x average inventory
Holding costs C 1/2 holding cost per unit x average inventory = C1/2 • (Q/2)
Order costs Co = ordering cost x number of orders per period = C0 • (D/Q)
Total costs Ct= holding cost x order cost ((C1/2 • Q)/ 2) + ((C0 • D)/q)
Time between orders = EOQ/D
Order frequency = (D/EOQ) per period
Er is ook nog de ‘Economic Batch Quantity’. Deze benadering gaat ervan uit dat de bevoorrading geleidelijk wordt toegepast ( bijvoorbeeld: zoals bij de interne bevoorrading door batchprocessen). De EBQ kan als volgt benaderd worden:

Tussen formules:
Maximum stock level = M
Slope of inventory build-up = production - demand = P-D = M/(Q/P) = (MP/Q)
Average stock level = (M/2) = (Q•(P-D)/2P)
Total costs Ct = holding cost + order cost 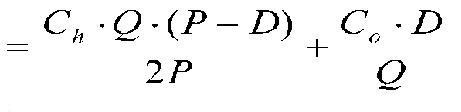
Er moet een nieuwe bestelling geplaatst worden, zodra de voorraad begint op te raken. Hierbij moet rekening gehouden worden met de levertijd van de bestelling. Het re-order point is het tijdstip waarop meer items besteld zullen worden, zodat de voorraad niet kan opraken voordat de volgende voorraadbatch arriveert. De re-order level is het voorraadniveau waarop een volgende voorraadbestelling volgt, zodat wederom de voorraad niet opraakt voordat de volgende batch arriveert. Omdat de vraag en levertijd nooit perfect voorspelbaar zijn, wordt er voor de zekerheid een veiligheidsvoorraad aangehouden; eventuele tekorten kunnen dan opgevangen worden. Om te bepalen hoe groot de veiligheidsvoorraad moet zijn, wordt er gebruik gemaakt van lead-time usage. De optimale grootte wordt hier meestal beschreven aan de hand van een kansverdeling, waarbij rekening gehouden wordt met de onzekerheid in zowel de vraag als de doorlooptijd. De kans op een tekort in de voorraad wordt op deze wijze aanzienlijk geminimaliseerd. Deze methode wordt ook aangeduid als de continuous review benadering; het voorraadniveau wordt continu in de gaten gehouden. Deze benadering maakt voorraad gerelateerde beslissingen, zodra de voorraad een bepaald niveau heeft bereikt. De bestelgrootte kan eventueel steeds gelijk blijven, maar dit neemt aanzienlijk veel tijd in beslag. Een alternatieve en makkelijkere benadering hiervoor is de periodic review. Hier worden verschillende tijdstippen ingedeeld om het voorraadniveau te peilen, zodat vervolgens op basis van deze informatie de beslissingen genomen kunnen worden. Er wordt dus in principe op een vast en regulier tijdsinterval besteld, om de voorraad terug te brengen naar een vaststaand aantal. Ook hier blijkt behoefte aan een veiligheidsvoorraad. De eenvoudige two-bin-system omvat het opslaan van de re-order point hoeveelheid en de veiligheidsvoorraad in de second bin en maakt vervolgens gebruik van de voorraad uit de first bin. Op het moment dat de first bin leeg begint te raken, vormt dit een signaal om de volgende re-order hoeveelheid te bestellen. In bepaalde gevallen wordt de veiligheidsvoorraad opgeslagen in een third bin. Hierdoor wordt onder ander duidelijk wanneer de daadwerkelijke vraag de hoeveelheid overschrijdt dat in eerste instantie verwacht werd. Dit wordt ook wel aangeduid als de three-bin-system.
Om de complexiteit van een grote, gevarieerde voorraad te kunnen controleren, moeten managers onderscheid maken tussen verschillende voorraadelementen en tevens investeren in informatiesystemen. Een regelmatig toegepaste wijze voor het rangschikken van verschillende voorraadelementen, is door te kijken naar de usage value (verbruikssnelheid individuele waarde). De elementen met de hoogste verbruikwaarde hebben de meeste controle nodig. De wet van Pareto stelt dat een relatief klein deel van de totale voorraad (20%) over het algemeen bijdraagt aan een groot deel van de totale verbruikswaarde (80%). Aan de hand hiervan kan tevens gebruik worden gemaakt van het ABC systeem. De ABC voorraadbeheer rangschikt voorraad (A, B, C) op basis van diens verbruikswaarde en varieert telkens de aanpak van controle.
Klasse A elementen: 20% van de elementen met een hoge verbruikswaarde dragen bij aan 80% van de totale verbruikswaarde.
Klasse B elementen: 30% van de elementen met een medium verbruikswaarde dragen bij aan 10% van de totale verbruikswaarde.
Klasse C elementen: de elementen met een lage verbruikswaarde, die 50% van de opgeslagen elementen vertegenwoordigen, dragen slechts bij aan 10% van de totale verbruikswaarde.
Andere criteria kunnen eveneens zorgen voor een hogere waardering voor elementen:
Consequence of stock-out: elementen die voor vertraging of storing kunnen zorgen in andere activiteiten of voor klanten zodra deze niet meer aanwezig zijn, vergen een hogere prioriteit.
Uncertainty of supply: elementen waarvan de levering onzeker of onregelmatig is, hebben meer aandacht nodig
High obsolescence or deterioration risk: elementen waarvan de waarde snel kan afnemen door veroudering of beperkte houdbaarheid hebben meer aandacht en toezicht nodig.
Measuring inventory: de eerste methode berekend hoe lang de voorraad zal voortduren, met inachtneming van een normale vraag, indien deze niet zal worden aangevuld. Dit wordt soms aangeduid als het aantal weken/dagen/maanden/jaren cover of the stock. De tweede methode brekend hoe vaak een voorraad wordt verbruikt gedurende een bepaald periode (over het algemeen een periode van 1 jaar). Dit wordt aangeduid als de stock turnover en is het omgekeerde (figuur) van de eerste methode.
Voorraad informatiesystemen:
Het bijwerken van de voorraadadministratie
Het genereren van bestellingen
Het genereren van voorraadrapporten
Vooruitzichten
Veel voorkomende problemen bij voorraadsystemen: het perpetual inventory principle, is een principe van voorraadbeheer dat stelt dat voorraadrapporten automatisch geüpdate moeten worden, zodra elementen aan de voorraad worden toegevoegd of onttrokken:
Opening stock level + receipt in - dispatches out = new stock level.
De onderliggende oorzaken van fouten in voorraadsystemen zijn:
Typefouten: het invoeren van verkeerde bar- en productcodes
Fouten in hoeveelheid: een verkeerde telling aan de voorraad toegevoegd of ontrokken
Beschadigde of versleten voorraad: niet zodanig in de voorraad opgenomen of niet uit het voorraadrapport verwijderd bij vernietiging
Verkeerde elementen genomen uit de voorraad: maar de rapporten niet gecorrigeerd zodra deze weer in de voorraad worden opgenomen
Vertragingen tussen gemaakte transacties en het bijwerken van de rapporten
Gestolen voorraad (veel voorkomend bij winkelvoorraden, maar ook bij industriële en commerciële voorraden).
ERP is de integratie van alle significante resource planningsystemen in een organisatie. Dit integreert planning en beheer in een operationeel kader met de andere functies van de organisatie. Materials requirement planning (MRP) is een reeks berekeningen die verankerd liggen in een systeem en die de operatie in staat stellen concrete volume en timing berekeningen te maken ten behoeve van planning- en beheeractiviteiten. MRP is ook wel het combineren van klantenorders en voorspellingen in de vraag. Op basis hiervan wordt de Master Production Schedule (MPS) geconstrueerd. Op basis van de MPS wordt de Bills of materials (BOM) gemaakt.
De ERP is de laatste en meest significante ontwikkeling binnen de originele vorm MRP. De MRP, werd populair door de opkomst van de computer. Dit systeem combineert productinformatie (BOM) met vraaginformatie (MPS) en kan de consequenties als gevolg van veranderingen hierin weergeven. Het systeem breidde uiteindelijk uit met MRPII, waardoor verschillende delen van een bedrijf eindelijk met elkaar konden communiceren. De ontwikkeling van de ERP is opgebouwd uit de volgende elementen:
Product informatie
Bill of Material (BOM): Een lijst van componenten die nodig zijn om het totaal pakket voor een product of dienst samen te kunnen stellen, samen met informatie over diens niveau in het product en de hoeveelheden die van elk onderdeel nodig zullen zijn.
Vraag informatie
Master Production Schedule (MPS): een belangrijk programma dat de belangrijkste input voor Material Requirements Planning vormt. Het bevat tevens een overzicht van het volume en tijdstip van de eindproducten die gemaakt dienen te worden
Uitbreiding
Manufacturing Resource Planning (MRP II): Een uitbreiding van de material requirements planning om een grotere integratie van informatie in andere delen van de organisatie mogelijk te maken en vaak een grotere verfijning in de calculaties m.b.t. de planning te bewerkstelligen.
Collaborative commerce
Web-geïntegreerde ERP is een verdere ontwikkeling binnen ERP, waarbij met de buitenwereld gecommuniceerd kan worden (klanten en leveranciers). Hierdoor wordt het mogelijk om met een hele supply chain te communiceren. Dit is zeer gecompliceerd.
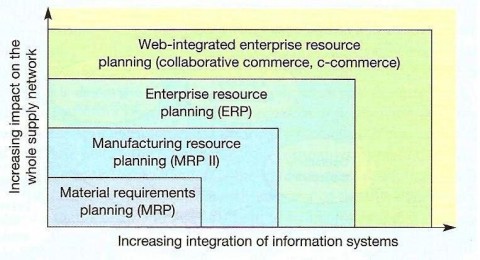
Figuur: de ontwikkeling van ERP
Overzicht van gebeurtenissen binnen de organisatie
Veranderingen met als gevolg efficiëntere onderdelen binnen de organisatie
Een groter gevoel van controle over operaties die de basis zullen vormen voor verbetering
Het mogelijk maken van geavanceerde communicatie met klanten, leveranciers en andere partners
Het kunnen integreren van een complete supply chain, inclusief de leveranciers van leveranciers en de klanten van klanten.
ERP versterkt planning en beheer doordat
Het systeem vrij toegankelijk is voor iedereen die een computer verbonden heeft met de centrale computers van een organisatie
Het ondersteunende faciliteiten biedt voor het maken van een beslissingen
Het systeem vaak verbonden is met externe extranet systemen van supply chain partners
Het gekoppeld kan worden aan standaard applicatieprogramma's
Het vaak op de meest gebruikte platforms kan worden gedraaid (windows, Linux, etc.)
Bij het implementeren van een ERP systeem is het van belang dat de huidige werkzaamheden aansluiten bij het ERP pakket. Als deze aansluiting niet mogelijk is kan een organisatie ervoor kiezen de bedrijfsprocessen dan wel de software in het pakket aan te passen. Beide mogelijkheden leiden tot kosten en/of risico's. Het gebruik van deze systemen geeft organisaties ook de mogelijkheid zich te verbinden met de buitenwereld. Via internet hebben verschillende belanghebbenden toegang tot de informatie betrokken in de ERP. Problemen hiervan zijn echter dat er verschillende informatiebehoeften ontstaan en dit heeft een enorme complexiteit, complicaties en periodiek onderhoud tot gevolg. De integratie van een supply chain kan echter ook voordelen opleveren; bijvoorbeeld de verlaging van communicatiekosten tussen partners.
Het implementeren van een ERP systeem brengt veelal complicaties met zich mee. De systemen moet worden geïmplementeerd in één systeem en dit systeem moet aan de vereisten van verschillende managers voldoen. Ook is het een feit dat mensen niet van veranderingen houden. Het managen van kritieke succesfactoren is een van de belangrijkste bij het implementeren van de ERP. Deze factoren kunnen bestaan uit steun en toewijding van het topmanagement, een gebalanceerd team, wijzigingsbeheer, projectmanagement, etc. (zie tabel 14.2, 6e editie Operations Management by Slack e.a., p.416).
Problemen die vaak ontstaan bij het implementeren van de ERP zijn:
Het onderschatten van de totale benodigde kosten, tijd en inzet
Er is meer externe expertise nodig dan verwacht
Het onderschatten van de benodigde veranderingen in de bedrijfsprocessen
De omvang van het project beheren is vaak moeilijker dan verwacht
Er is nooit genoeg training aanwezig
De behoefte aan wijzigingsbeheer wordt vaak te laat herkend.
Het onderschatten van de benodigde veranderingen in de bedrijfscultuur
1. Master production schedule
Dit is de belangrijkste input voor het plannen van het benodigde materiaal en beschrijft de vereiste hoeveelheid en timing van de te maken eindproducten. In een MP Schema wordt per periode getoond wat de verwachte vraag is, wat de verwachte voorraad is en hoeveel er geproduceerd moet worden. Om de grootte van de productie te bepalen kan in eerste instantie de vraag als uitgangspunt dienen (chasing demand), maar er kan ook gebruik gemaakt worden van het gemiddelde van alle periodes, om zodoende pieken en dalen te egaliseren. In dat geval wordt er meer voorraad geproduceerd, die vervolgens bij een verhoogde vraag weer kan worden aangeboden. Het MPS geeft aan de verkoopafdeling steeds door hoeveel nog beschikbaar is voor de verkoop (available to promise).
2. The bill of materials (BOM)
De MRP kan na het ontvangen van de MPS het vereiste aantal materialen, montages en timing berekenen. De BOM geeft aan welke verschillende onderdelen nodig zijn en op welk niveau deze gemonteerd moeten worden.
3. Inventory records
Bij de calculaties van de MRP moet onder andere bekend zijn hoeveel elementen al in de voorraad zijn verwerkt, om vervolgens de 'nettobehoefte' te kunnen bepalen. Voor de voorraadbeheer moet de volgende informatie bekend zijn:
Item master file: unieke standaard identificatie code voor elk onderdeel.
Transaction file: inkomende en uitgaande onderdelen worden bijgehouden. De transaction file wordt dus telkens geüpdate, indien een transactie voordoet.
Location file: identificeert waar de voorraad zich bevindt. Sommige onderdelen hebben een vaste plek en kunnen dus altijd gevonden worden op die plek. Andere kunnen onderdelen kunnen gevonden worden op een voor dat onderdeel logische plek. Dit vereist nauwe controle; onderdelen kunnen op het zelfde moment op verschillende plaatsen bewaard worden.
4. Het MRP netwerkproces
Dit is het proces van het berekenen van de netto eisen met behulp van de Master Production Schedule en de facturen van het materiaal. De MRP genereert ‘work orders’ of vraagt om de netto-eisen van de items. Dit proces herhaalt zich totdat het laagste niveau van de BOM bereikt is. In deze ‘work orders’ wordt ook de vereiste timing van het materiaal meegenomen; de doorlooptijd van elk montageniveau wordt dus meegerekend. Dit wordt gedaan door het proces back-scheduling.
5. MRP capaciteitscontrole
Er worden drie planningroutines gebruikt voor het toetsen van de productieplannen aan de operatiemiddelen op drie verschillende niveaus:
Resource requirements plans (RRP’s): er wordt op de lange termijn vooruit gekeken om de eisen voor grote structurele onderdelen van de operatie te voorspellen (bijvoorbeeld: aantallen, locaties en groottes van nieuwe fabrieken).
Rough-cut capacity plans (RCCP’s): op de middellange tot korte termijn wordt de MPS vergelijken met bekende capaciteitsbeperkingen. De ‘feeback loop’ controleert op dit niveau alleen de MPS en de belangrijkste middelen.
Capacity requirements plans (CRP’s): er wordt dagelijks gekeken naar het effect van ‘work orders’ op de individuele procesfasen die door de MRP worden veroorzaakt.
Synchronisatie is het leveren van de juiste kwaliteit, in de juiste hoeveelheid, op de juiste tijd en op de juiste plaats. Lean synchronisation is het bewerkstelligen van synchronisatie tegen de laagst mogelijke kosten. In operaties waar geen geringe synchronisatie toegepast wordt, worden verstoringen vermeden door een hogere voorraad op te bouwen. In operaties waar de geringe synchronisatie wel toegepast wordt, worden de verstoringen juist aangepakt en opgelost, waardoor de voorraad minimaal blijft. Het Just-in-time (JIT) principe is een methode van planning en beheer én een operationele filosofie, die als doelstelling heeft de vraag onmiddellijk, perfect en zonder afval te voldoen. De lean filosofie richt zich met name op drie punten:
Elimination of waste
Involvement of staff in the operation.
The drive for continuous improvement.
JIT wordt soms ook wel het respect-for-humans systeem genoemd. Dit omdat het teamgebaseerde probleemoplossing, taakverrijking, taakroulatie en multi-skilling bevordert. De intentie van de geringe benadering is om ervoor te zorgen dat het personeel met betrekking tot hun werk een sterk gevoel van verantwoordelijkheid, verplichting, motivatie en 'eigenaarschap' krijgt. De doelen van deze benadering worden vaak uitgedrukt in idealen. Echter, om deze doelen te behalen, is een continue verbetering vereist. Dit wordt ook wel aangeduid als Kaizen. De basistoepassingen van JIT voor het implementeren van de geringe benadering zijn:
Discipline
Flexibiliteit
Gelijkheid voor het personeel
Autonomie
ontwikkeling van het personeel
kwaliteit van werken; tevredenheid, baanzekerheid, faciliteiten op het werk etc.
Creativiteit; een belangrijke motivator
Totale betrokkenheid van mensen bij de organisatie
Verder kan er rekening gehouden geworden met:
Het proces zodanig makkelijk in te richten dat het kostenbesparend effect heeft.
De nadruk leggen op de focus van activiteiten: simpliciteit, herhaling en ervaring creëren competentie.
Kleinere en simpelere machines gebruiken zorgt voor betrouwbaarheid.
Inrichten voor een soepel verloop binnen de organisatie
Gebruik maken van de Total Productive Maintenance (TPM), om de effecten van storingen te verkleinen.
Transparantie creëren, zodat er een overzicht ontstaat wat er verbeterd kan worden
In de hele supply chain gebruik maken van JIT
Afval kan worden omschreven als een activiteit die geen waarde toevoegt. Er zijn 7 vormen van afval:
Over-production
Waiting time
Transport
Process (de inrichting van de organisatie, de staat van de machines etc.)
Inventory (waar niet mee gedaan wordt)
Motion (de simplificatie van de werkzaamheden kan leiden tot waardetoevoeging)
Defectives
De dingen zo simpel mogelijk houden; de vijf S’en vertegenwoordigen:
Sort: datgene dat niet nodig geacht wordt moet geëlimineerd worden en datgene dat wel nodig geacht worden moet behouden worden.
Straighten: dingen moeten eenvoudig gepositioneerd worden, zodat deze te allen tijde bereikbaar zijn.
Shine: de werkplek dient schoon en netjes gehouden te worden
Standardize: er moet sprake zijn van orde en zindelijkheid
Sustain: probeer toewijding en trots te creëren bij het houden aan standaarden.
De zeven vormen van afval dragen bij aan vier barrières bij het bewerkstelligen van geringe synchronisatie bij operaties:
Waste from irregular flow: een oplossing is het overstappen naar een layout die een hogere systematisering en controle aan de processtroom toevoegt. Om de stroom te analyseren kan worden gekeken naar de doorlooptijd (bijvoorbeeld met behulp van een proceskaart die onderscheid maakt tussen waardetoevoegende en niet-waardetoevoegende activiteiten), de vorm van de stroom (de U-vorm of de kronkelweg krijgen de voorkeur boven rechte Iijn), de overzicht (zo groot mogelijk) en de schaal van de technologie (drie kleinschalige technologieën hebben de voorkeur boven een grote).
Value Stream Mapping staat ook bekend als het 'end-to-end' systeem en is een eenvoudige maar effectieve benadering om de stroom van materiaal en informatie te begrijpen. Het brengt het 'productie' pad van een product of dienst visueel in kaart van begin tot eind. Het is vergelijkbaar met process mapping, maar toch op vier manieren anders:
het maakt gebruik van een breder scala aan informatie dan de meeste te kaarten;
het werkt meestal op een hoger niveau (5 tot 10 activiteiten) dan de meeste te kaarten;
het heeft vaak een ruimer gebied waarop het van toepassing is, dus vaak verspreid over de hele supply chain;
het kan worden gebruikt om verbeteringsactiviteiten in te toekomst te bepalen
Waste from inexact supply: leveringen die te vroeg of te laat zijn, zijn vaak minder waardevol dan een levering die op tijd is. Om de levering en vraag precies op elkaar af te stemmen, kan gebruik gemaakt worden van de pull controlestrategie. Er wordt dan slechts geproduceerd, indien erom gevraagd wordt. Deze vraag kan worden geoperationaliseerd door kanbans. Kanban control is een simpel systeem waar met kaartjes (kanbans) of signalen worden gewerkt. Er zijn verschillende soorten Kanbans:
The move or conveyance kanban (voor transport)
The production kanban (signaal aan het proces dat er begonnen kan worden met de productie)
The vendor kanban (signaal aan de leverancier om het materiaal te versturen).
Waste from inflexible response: om op de klantvraag te kunnen ageren, moeten resources flexibel genoeg zijn om veranderingen in wat er gemaakt wordt en hoeveel er gemaakt wordt op te kunnen vangen, zonder hoge kosten of grote vertragingen te veroorzaken. Dit betekent dat de omsteltijd geminimaliseerd moet worden (Single-minute exchange of dies SMED). Door taken die normaal worden uitgevoerd tijdens de omsteltijd, uit te voeren terwijl de machine nog werkzaam is, kan dit worden bewerkstelligd (bijvoorbeeld door middel van gereedschap klaarleggen en simpele hulpmiddelen gebruiken).
Waste from variability: variabiliteit in de kwaliteit van items veroorzaakt een belemmering in de stroom. Dit kan worden geminimaliseerd:
door zoveel mogelijk de gevraagde mix te produceren (controle en planning makkelijker)
door de producten frequenter te transporteren in kleinere hoeveelheden, zodat de voorraad kleiner is en makkelijker op vraag kan worden gereageerd
door de werkplek geordend te houden
door stilstand te voorkomen (preventief onderhoud)
Levelled scheduling is het idee dat de mix en het volume van een activiteit geëgaliseerd moeten worden na verloop van tijd, zodat de output routinematig en regelmatig kan worden gemaakt. In plaats van het produceren van een hele batch, wordt dan bijvoorbeeld gevraagd om één product per uur te maken. Hierdoor verloopt de output veel gelijkmatiger.
Synchronization is ongeveer gelijk aan levelled schedulingen en betreft het creëren van een gelijkmatige output, zodat de stroom van onderdelen eveneens gelijkmatiger wordt. Hiervoor moeten drie soorten onderdelen onderscheidden worden:
Runners: frequent geproduceerd
Repeaters: regelmatig geproduceerd, maar met grote tijdsintervallen.
Strangers: onregelmatig geproduceerd met soms onvoorspelbare tijdsintervallen.
Mixed modelling, of the repeated mix of parts, stelt dat processen zodanig flexibel gemaakt kunnen worden, dat deze het JIT ideaal benaderen ‘een batchgrootte van één’. Dit maakt het mogelijk verschillende elementen door elkaar te produceren.
Geringe synchronisatie is ook toe te passen op de hele ‘supply network’. Hierbij zijn dan de zelfde principes van toepassing als bij processen:
snelle doorvoer is waardevoller
lage voorraden bevorderen synchronisatie
verspilling verminderen is waardevoller
stroomlijnen van de goederenstroom is voordeliger
afstemmen van vraag en levering is voordeliger
verhoogde flexibiliteit is voordeliger
Minder variabiliteit is voordeliger
Ook de pull strategie werkt hetzelfde bij operaties als bij fases in een proces. De geringe synchronisatie op een supply netwerk toepassen is echter veel complexer, dan het toepassen op een enkel proces. In dit geval is er namelijk sprake van een ander soort interactie; de productmix is groter en de potentiële verstoringen onbekender.
Alternatieve benaderingen voor de geringe synchronisatie zijn de theory of constraints (TOC) en material requirements planning (MRP). Beide benaderingen kunnen in de organisatie worden toepast, aangezien hetzelfde doel hebben; in de klantenbehoefte voorzien. Over het algemeen geldt: een proces dat een hoge standaardisatie kent, is minder complex, dus in een dergelijke situatie heeft pull de voorkeur boven push. De TOC focust op de capaciteitsbeperkingen van knelpunten in een organisatie. Door de beperkingen te lokaliseren en ze te verwijderen, wordt de productietechnologie geoptimaliseerd. Deze benadering (software) wordt aangeduid als de optimized production technology (OPT). Om ervoor te zorgen dat een knelpunt altijd benut wordt, worden vóór dit knelpunt voorraadbuffers geplaatst.
TOC vergeleken met geringe synchronisatie
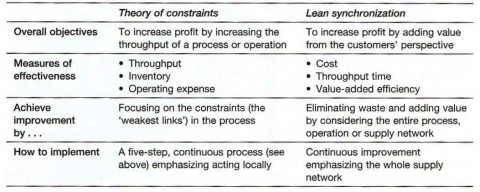
MRP | JIT |
Push-systeem | Pull-systeem |
Bestelling worden afgeleid vanuit de master schedule. | Controle erg simpel door kaartjes, tekens e.d. Het resultaat is simpele, zichtbare en transparante controle. |
MRP-systemen hebben vaak een complex, gecentraliseerd computernetwerk nodig | Besluitvorming is gedecentraliseerd. Tactische beslissingen worden niet op basis van digitale informatie gemaakt. |
Is erg afhankelijk van nauwkeurige data van de BOM, voorraadaantallen, etc. | JIT scheduling is op basis van output of een deel van een unit per tijdseenheid, niet op basis van volume. |
MRP gaat uit van een vaste operatieomgeving en omgaan met verschillende laadtijden is zeer moeilijk | JIT gaat uit van resource flexibiliteit en geminimaliseerde laadtijden. |
Een project is een reeks activiteiten met een duidelijk beginpunt en duidelijke eindstaat, die een vastgesteld doel dienen te bereiken en daarbij gebruik maken van een vastgestelde reeks hulpmiddelen. Een project is tijdelijk en per definitie uniek; het wordt slechts één maal op die wijze ten uitvoer gebracht. Projecten worden vóór de daadwerkelijke uitvoering altijd gepland en brengen daarom een bepaalde mate van onzekerheid met zich mee. Bij een hoge mate van onzekerheid is het belangrijk dat het projectplan flexibel is, zodat er kan worden omgegaan met eventuele veranderingen. Bij zeer complexe projecten is het zodoende van belang scherp toezicht te houden op elke activiteit. Een programma heeft geen vast eindpunt en is eigenlijk een continu veranderingsproces. Programma management zorgt ervoor dat individuele projecten geïntegreerd worden in het algemene programma. Dit proces is zeer complex en vereist een grote mate van resourcecoördinatie (zeker indien meerdere projecten dezelfde hulpmiddelen gebruiken).
Een aantal belangrijke punten, die de kans op het falen van een project minimaliseren zijn:
Helder gedefinieerde doelen
Bekwaamde projectmanagers
Ondersteuning van het topmanagement
Bekwaamde teamleden
Voldoende hulpmiddelen
Adequate communicatiekanalen
Controlemechanismen
Feedback mogelijkheden
Contact met klanten
Mechanismen om problemen vast te stellen en op te lossen
Continuïteit bij het project betrokken personeel
De vijf karakteristieken die van belang zijn bij een bekwaamd projectmanager:
Het hebben van kennis en ervaring met betrekking tot de behoefte van het project
Leiderschap en strategische deskundigheid
Technische deskundigheid
Sociale vaardigheden
Aantoonbaar leidinggevend vermogen
Hieronder worden de verschillende fases van projectmanagement getoond. Hiervan hebben er vier te maken het planning- en beheerproces (1, 2, 3, 5). Het is van belang te weten dat de fases niet slechts bestaan uit opeenvolgende stappen, maar dat er sprake is van een herhalend proces; de fases kunnen dus steeds opnieuw worden uitgevoerd.
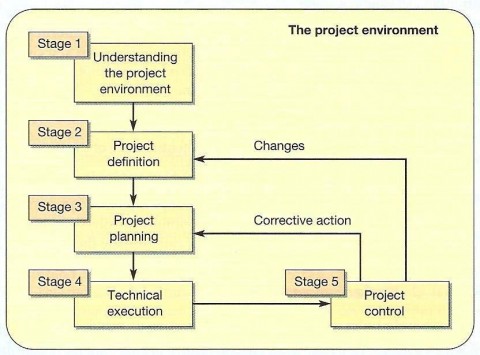
Begrijpen van de projectomgeving
Het is van belang de projectomgeving te verkennen, omdat dit allerlei factoren en omstandigheden teweeg kan brengen, die van invloed zijn op het projectmanagement. De omgeving bestaat uit vier dimensies die van invloed kunnen zijn op het project:
Geografisch sociale dimensie: geografische, klimatologische en culturele factoren.
Economisch-politieke dimensie: economische, politieke en juridische factoren
Zakelijke dimensie: industriële, competitieve, leveringsnetwerk en klantverwachting factoren
Interne dimensie: strategie en cultuur van het bedrijf, beschikbare hulpmiddelen en wisselwerking met andere projecten.
Een belangrijke groep belanghebbende zijn de aandeelhouders: de individuen of groepen die een belang in het projectproces of -resultaat hebben. Bij een project zijn verschillende aandeelhouders betrokken. De perspectieven met betrekking tot het project kunnen dus verschillen en tegenstrijdig zijn. Het is van belang goed te communiceren met de aandeelhouders, omdat deze wellicht goede ideeën hebben of de juiste hulpmiddelen kunnen leveren. Bij het managen van de aandeelhouders zijn drie activiteiten uiterst van belang:
Aandeelhouders identificeren: om te communiceren is het van belang de juiste individuele aandeelhouder binnen een organisatie te identificeren.
Aandeelhouders classificeren: het is van belang de aandeelhouders die gebruik maken van de ‘power-interest grid’ in kaart te brengen en te classificeren aan de hand van hun macht en hun interesse in het project.
Voornaamste aandeelhouders begrijpen: het is van belang inzicht te hebben in het karakter van de aandeelhouders, om op een juiste wijze te kunnen communiceren.
De ‘power-interest grid’ maakt een onderscheid tussen de macht van de aandeelhouder om het project te beïnvloeden en diens belang hierbij. Dit kan als volgt afgebeeld worden:
|
| Belang van de aandeelhouder | ||
|
|
| ||
Macht van de aandeelhouder |
|
| Laag | Hoog |
Hoog | Tevreden houden | Scherp in de gaten houden | ||
Laag | In de gaten houden | Geïnformeerd houden | ||
Definiëren van het project
Het definiëren van het project bestaat uit de volgende drie elementen:
Doelstellingen: beschreven in termen van kosten, tijd en kwaliteit. De doelstellingen zijn onder te verdelen in drie categorieën: het doel, het eindresultaat en de succescriteria.
Omvang: het bepalen van de hoeveelheid werk dat in elk gedeelte van het project uitgevoerd moet worden.
Strategie: de wijze waarop het projectmanagement de doelstellingen denkt te halen. Dit wordt uitgestippeld door de specifieke fasen en mijlpalen van het project te beschrijven.
projectplanning
Het planningproces vervult vier verschillende doeleinden:
het vaststellen van Kosten en tijdsduur van het project
het vaststellen van de benodigde hulpmiddelen
het identificeren wie waarvoor verantwoordelijk is
het omgaan met de impact van veranderingen op het project
Het plannen is een continu proces en kan dus verscheidende keren herhaald worden gedurende een project. Het herplannen is nimmer een teken van falen of mismanagement; in onzekere projecten is dit juist veel voorkomend. Het projectplanning proces omvat vijf stappen:
Identificeer de activiteiten in het project: dit leidt tot ‘work breakdown structure’: de definitie van en de relatie tussen individuele werkpakketen in projectmanagement. Elk pakket kan zijn eigen doelstellingen toegewezen krijgen die horen bij de totale WBS.
Stel de benodigde tijden en hulpmiddelen vast voor de activiteiten:
Identificeer de relaties en de afhankelijkheden tussen de activiteiten
Identificeer de schemabeperkingen van de tijden en hulpmiddelen. Hier zijn twee benaderingen voor:
Resource-contrained: slechts de beschikbare niveaus aan middelen worden meegenomen in de planning en deze worden nooit overschreden.
Time-constrained: de hoogste prioriteit ligt bij het voldoen van het project in een vastgestelde tijd.
Stel het nieuwe schema voor de tijden en hulpmiddelen vast.
Projectcontrole
Zodra er eenmaal begonnen is met de uitvoering van het project is controle en beheer de volgende stap. Deze stap vormt de communicatie tussen het planning- en uitvoeringsproces en gaat uit van drie soorten beslissingen:
hoe toezicht gehouden moet worden, om de vooruitgang te bepalen
hoe de prestaties beoordeeld moeten worden
hoe ingegrepen moet worden als van het plan wordt afgeweken.
Netwerkplanning
Technieken als netwerkanalyse worden veelal gebruikt bij de planning en beheer van alle significante projecten, maar blijken ook bruikbaar bij kleinere ondernemingen. De twee meest voorkomende methoden zijn critical path method (CPM) en programme evaluation and review technique (PERT).
De ‘Critical path method’ (CPM)
Doel:
Bepalen van de kritische activiteiten in het netwerk
Bepalen van de doorlooptijd van een project
Wanneer de complexiteit van een project toeneemt, is het van belang de logische volgorde van activiteiten in beeld te krijgen. De CPM modellen verduidelijken de relaties tussen activiteiten aan de hand van diagrammen. De activiteiten worden weergegeven aan de hand van een pijl en de start/finish van een activiteit aan de hand van een cirkel. Een dergelijke cirkel geeft een gebeurtenis aan. Een duidelijk verschil tussen gebeurtenissen en activiteiten is dat voor activiteiten een bepaalde tijdsduur geldt; voor gebeurtenissen geldt dit niet.
Regels voor het tekenen van een netwerkdiagram:
een gebeurtenis kan pas worden bereikt, indien alle activiteiten die daartoe leiden, zijn volbracht.
een activiteit kan pas beginnen, indien de voorafgaande gebeurtenis is bereikt
twee verschillende activiteiten kunnen nimmer dezelfde begin- en/of startgebeurtenissen hebben. Bij één van de activiteiten moet zodoende een dummy activiteit geplaatst worden. Dit wordt gedaan aan de hand van een stippelpijl en geeft aan dat de activiteit geen tijdsduur kent.
De netwerkdiagrammen die uit activiteiten bestaan met overeenkomstige relaties, hebben verschillende volgordes die van de start tot het einde van een activiteit leiden. Deze verschillende volgordes worden aangeduid als paden; het kritieke pad is het pad met de langstdurende volgorde. Het is mogelijk meer dan een kritiek pad te hebben, indien deze dezelfde langstdurende tijd delen. Een vertraging in één van de activiteiten op dit pad zal zorgen voor een vertraging in het gehele project. De float geeft de flexibiliteit aan om de tijdsduur van een activiteit te kunnen aanpassen. Dit kan bepaald worden aan de hand van het netwerkdiagram door:
voor elke gebeurtenis zowel de vroegst mogelijke tijd (EET) als de laatst mogelijke tijd (LET) te berekenen dat deze kan plaatsvinden (zonder dat het project vertraging oploopt).
de ‘time window’ te bereken binnen welke een activiteit moet plaatsvinden (de EET van de startgebeurtenis en de LET van de eindgebeurtenis).
het bepalen van de echte tijdsduur van een activiteit aan de hand van de ‘time window’. Het verschil tussen de echte duur van de activiteit en het tijdsinterval wordt de float van de activiteit genoemd. De beschreven methode wordt activity on arrow (AoA) genoemd, omdat de activiteiten worden weergegeven met pijlen.
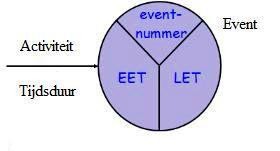
Stappen AoA:
vastleggen relaties tussen activiteiten (serie en parallel)
bepaal per knoop EET (earliest event time): eerste tijd dat een activiteit kan plaatsvinden.
bepaal per knoop LET (latest event time): laatste tijd dat een activiteit kan plaatsvinden.
bepaal kritieke pad
Een alternatieve methode is activity on node (AoN). Hier worden de activiteiten weergegeven aan de hand van rechthoeken en worden de pijlen gebruikt om relaties aan te geven tussen de verschillende activiteiten. Voordelen hiervan zijn met name de eenvoud bij het tekenen, de afwezigheid van dummy activiteiten en het feit dat de meeste computerpakketten hiervan gebruik maken. De blokken van de AoN worden als voIgt ingedeeld:
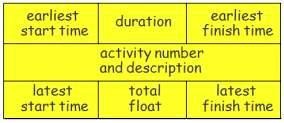
Program evaluation- and review technique (PERT)
Deze techniek presumeert dat de tijdsduur en kosten van een activiteit niet vaststaan en maakt daarbij tijdens de calculaties van de verwachte tijd een onderscheid tussen drie soorten schattingen:
Optimistic time: indien alles zo voorspoedig mogelijk gaat
Most likely time: hoe het waarschijnlijk zal gaan
Pessimistic time: indien het allerminst voorspoedig gaat
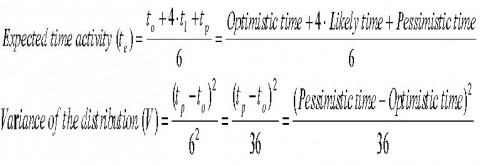
Door de verwachte tijd en het verschil te berekenen voor elke activiteit is het tevens mogelijk de verwachte waarden te bepalen voor ieder pad door alle activiteiten bij elkaar op te tellen:

De expected time is dus het gemiddelde van activiteit en de variance of the distribution als het ware de variatie van activiteit . Beperkingen in de hulpmiddelen kunnen ertoe leiden dat het netwerkdiagram moet worden aangepast. Het is namelijk goed mogelijk dat activiteiten a en b gedurende dezelfde tijd kunnen worden uitgevoerd, maar dat hiervoor een gebrek is aan personeel. Het is dan noodzaak dat activiteit b pas wordt uitgevoerd, zodra a klaar is. Het kritieke pad van een project kan worden verkort door het laten ‘crashen’ van het netwerk. In de meeste gevallen brengt dit kosten teweeg. Het crashen van activiteiten kan worden bereikt aan de hand van overwerk, inzet van extra hulpmiddelen en door uitbesteding. Het crashen van een activiteit wordt bepaald door per activiteit te bepalen hoeveel tijd bespaard kan worden en hoeveel dat zal kosten. De activiteit die de minste kosten veroorzaakt gedurende de verkortperiode per week/dag/uur, is de activiteit die in aanmerking komt voor het crashen. Met enterprise project management (EPM) systemen kunnen de activiteiten die besproken zijn worden uitgevoerd aan de hand van een computer. Het maakt gebruik van op computer gebaseerde projectmanagement systemen voor de communicatie in grote en complexe projecten. Het gaat hierbij met name om de kritieke pad analyse en planning, het begrijpen van de float, de projectcontrole, het verbeteren van de communicatie, de projectmodellering en de portfolio analyse (bij meerdere projecten). Zie het figuur hieronder voor geïntegreerde elementen in een EPM systeem.
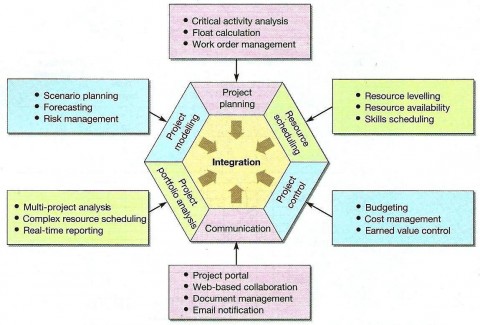
Kwaliteit wordt gezien als een zeer belangrijke component voor operaties. De aspecten van operationele prestaties kunnen op zoveel andere verschillende wijze beïnvloedt worden door kwaliteitsverbeteringen. Voorbeelden hiervan zijn:
Het vergroten van de omzet door middel van meer verkopen en het verhogen van de prijs.
Het verlagen van de kosten door het vergroten van de efficiëntie en productiviteit en door het gebruik van kapitaal.
Een kerntaak van de operatiefunctie moet zijn ervoor te zorgen dat het kwaliteitsgoederen en -diensten biedt aan zowel diens interne als externe klanten. Vanuit de optiek van de operatie wordt kwaliteit gezien als een consistente overeenstemming met consumentverwachtingen. Vanuit de perceptie van consumenten gezien, variëren de verwachtingen, afhankelijk van ervaringen en kennis, veelal per individu. Wanneer deze twee perspectieven gecombineerd worden, kan kwaliteit ook wel omschreven worden als: de mate waarin de verwachtingen van de consument overeenkomen met de perceptie van de consument. De verwachtingen en percepties worden gevormd door factoren die de operatie (1) wel en (2) niet kan beheren, zoals:
(1) het uiteindelijke product of dienst
(2) ervaringen
(2) mond-tot-mondreclame
(2) klantenperceptie van kwaliteit
De waargenomen kwaliteit wordt dus bepaald door de grootte en richting van het verschil (gap) tussen de consumentenverwachtingen en de consumentenperceptie van een product of dienst. Zie het figuur hieronder:
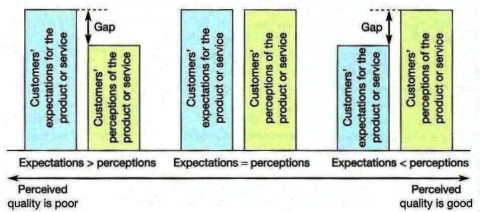
Zodra het waargenomen verschil (gap) zodanig is dat de consumentenperceptie van een product of dienst niet overeenkomt met de consumentenverwachtingen van een product of dienst, moeten de oorzaken hiervan te vinden zijn in andere verschillen elders in het model:
Gap 1: Het verschil tussen de consument- en operatiespecificatie
Het verschil tussen de kwaliteitsspecificatie van de organisatie en dat van de consument
Gap 2: Het verschil tussen het concept en de specificatie
Het verschil tussen het productconcept en de kwaliteit gespecificeerd door de organisatie
Gap 3: Het verschil tussen de kwaliteitsspecificatie en de werkelijke kwaliteit
Het verschil tussen de echte kwaliteit en datgene gespecificeerd door de organisatie.
Gap 4: Het verschil tussen de werkelijke kwaliteit en het communicatie-imago
Het verschil tussen de echte kwaliteit en het imago dat de organisatie naar buiten toe heeft gecommuniceerd.
Conform de specificaties betekent het produceren van een product of het verstrekken van een dienst in overeenstemming met de ontwerpspecificaties. Het wordt veelal gezien als de belangrijkste contributie van het operatiemanagement aan de consumentperceptie van kwaliteit. Het kwaliteitsmanagement kan omschreven worden in zes opeenvolgende stappen:
Definieer de kwaliteitskenmerken (functionaliteit, uiterlijk, betrouwbaarheid, duurzaamheid, de mogelijkheid tot herstellen en contact).
Bepaal hoe elke kenmerk gemeten moet worden (variabelen en attributen).
Stel kwaliteitsstandaarden op voor elk kwaliteitskenmerk (een bepaald niveau waaraan het kenmerk dient te voldoen).
Controleer de kwaliteit aan de hand van die standaarden
wanneer moet er gemeten worden gedurende het proces
hoeveel dienen er gecontroleerd te worden (quality sampling errors type 1 en 2
hoe wordt de controle uitgevoerd (statistical process control of acceptance sampling).
Vind en corrigeer de oorzaken van slechte kwaliteit (TQM)
Blijf continu verbeteren (TQM)
Total quality management (TQM)
De TQM is een filosofie met betrekking tot de wijze van benadering van de organisatie van kwaliteitsverbetering. Dit is een effectief systeem om de kwaliteitsontwikkelingen, het kwaliteitsonderhoud en de pogingen tot kwaliteitsverbeteringen van verschillende groepen in een organisatie te integreren, zodat de productie en de service op de hoogste mogelijke economische niveaus kunnen opereren, waardoor volledige consumententevredenheid bewerkstelligd kan worden. Deze benadering gebruikt kwaliteit als kernuitgangspunt bij alles wat een operatie doet. De TQM benadrukt het belang van het de volgende punten:
Voldoen aan de behoeften en verwachtingen van de consument
Het dekken van alle delen van de organisatie (interne consument en leverancier)
Het dekken van alle mensen in de organisatie (iedereen kan invloed hebben op de kwaliteit)
Het onderzoeken van alle kosten die gerelateerd zijn aan kwaliteit, in het bijzonder de kosten in verband met het falen en met het direct juist krijgen van situaties
Het ontwikkelen van systemen en procedures ter ondersteuning van kwaliteit en verbetering
Het ontwikkelen van een continu verbeteringsproces
Deze punten moeten vervolgens vertaald worden in kwaliteitsdoelen en zodoende gebruikt worden als aanleiding voor de kwaliteitsverbeteringen. Om de TMQ volledig effectief te kunnen gebruiken, dient iedereen in een organisatie correct met elkaar samen te werken; alle personen en activiteiten zijn namelijk onderwerp van wederzijdse beïnvloeding. Een van de meest zinvolle concepten dat ontstaan is uit verschillende verbeteringsbenaderingen heeft betrekking op de interne consument en leverancier; iedereen wordt binnen de organisatie als klanten en leveranciers van elkaar beschouwd. De implicatie hiervan is dat fouten in de dienstverlening binnen de organisatie uiteindelijk invloed zullen hebben op een product of dienst voor de externe klant. Om dit concept tot uitvoer te kunnen brengen, maken sommige organisaties gebruik van service-level agreements (SLAs). Dit betekent de verschillende afdelingen binnen de organisatie formele eisen kunnen stellen aan het uiteindelijke dienstverleningsniveau. Belangrijk bij TQM is dat erkend wordt dat alle werknemers bijdragen aan de kwaliteit. De werknemers worden daarom beschouwd als de meest waardevolle, intellectuele en creatieve hulpmiddelen van de organisatie.
Kosten van kwaliteit:
Preventiekosten (om problemen, storingen en fouten te voorkomen)
Evaluatiekosten (om de kwaliteit te controleren)
Interne faalkosten (als gevolg van fouten binnen de operatie)
Externe faalkosten (als gevolg van fouten buiten de operatie; verlies van goodwill en procesvoeringskosten)
Volgens de TQM kunnen stijgingen in de preventie- en evaluatiekosten zorgen voor dalingen in de interne en externe faalkosten. Veelal wordt de nadruk gelegd op de preventiekosten om zodoende een 'getting it right first time' benadering toe te kunnen passen. In veel kwaliteit management systemen wordt door organisaties de standaard ISO 9000 toegepast. Deze standaard richt zich voornamelijk op het meten van de kwaliteit van processen. De ISO 9000 gaat uit van de volgende vier principes:
Het kwaliteitsmanagement moet klantgericht zijn
De kwaliteitprestaties moeten meetbaar zijn
Het kwaliteitsmanagement moet gericht zijn op verbetering
Het topmanagement moet betrokken zijn bij het onderhoud en de continue verbetering van de managementsystemen.
Het ISO 9000 systeem is zowel een voordeel voor (1) de organisaties die er gebruik van maken als voor (2) de consumenten. Verder voorziet het systeem veelal in een discipline om slechts ‘verstandige’ procesgeoriënteerde procedures te hanteren, die een reductie in fouten, consumentenklachten en kwaliteitskosten tot gevolg hebben. Het identificeert ook bestaande procedures die overbodig blijken voor de operatie en dus geëlimineerd kunnen worden. Verder geeft het certificaat van dit systeem de garantie dat een organisatie kwaliteit hoog in het vaandel heeft staan en heeft dus in principe een marketingvoordeel tot gevolg.
Omdat het gedetailleerde informatie geeft met betrekking tot het ontwerp van de beheerprocedures van een organisatie
Omdat zij verzekerd zijn dat de producten en diensten die zij aankopen geproduceerd zijn door een operatie die werkt aan de hand van een vastgestelde standaard.
De procescontrole leidt tot leren en vergroot zodoende de proceskennis. Dit tezamen creëert vervolgens een moeilijk na te bootsen procescapaciteit. Zie de stappen hieronder:
SPC is gebaseerd op het idee dat de variabiliteit in het proces aangeeft of een proces gecontroleerd is of niet.
Processen worden onder controle gebracht en verbeterd door progressief de procesvariabiliteit te reduceren. Dit houdt in dat oorzaken van variabiliteit geëlimineerd moeten worden.
Oorzaken van variabiliteit kunnen niet geëlimineerd worden zonder een beter begrip van het proces te krijgen. Dit betekent dat er over het proces geleerd moet worden en dat er een steeds gedetailleerder beeld ontstaat van het functioneren van het proces.
Het leren heeft tot gevolg dat de proceskennis wordt verbeterd, waardoor operatiemanagers steeds beter in staat zijn te voorspellen hoe het proces onder verschillende omstandigheden zal presteren
De verbeterde procescapaciteit is moeilijk na te bootsen, met name voor concurrenten. Dit is alleen te bewerkstelligen door het investeren van tijd en inspanning. Dit leidt dus tot een strategisch voordeel.
Verbeteringen zijn van belang om niet achter te blijven op de eventuele concurrentie. Zodra de concurrentie diens operaties actief verbeteren, is het als organisatie juist noodzakelijk meer en verder te verbeteren ten behoeve van een strategisch voordeel.
Er zijn verschillende benaderingen voor verbetering (six sigma). De volgende elementen blijven echter steeds terugkomen:
Radicale of doorbraak verbeteringen: dit zijn radicale veranderingen die de wijze waarop een operatie functioneert volledig veranderen. Dit vereist vaak hoge investeringen.
Continue verbeteringen: dit zijn verbeteringen door middel van veel kleine maar toenemende stappen. Dit soort veranderingen kunnen, in vergelijking met grote stappen, relatief eenvoudig opgevolgd worden bij andere minimale verbeteringen (Kaizen: een continu verbeteringsproces waarbij iedereen wordt betrokken).
Verbeteringscycli: hierbij wordt telkens de werking van het proces in beschouwing genomen. De twee meest gebruikte cycli zijn de PDCA (a) en de DMAIC (b). De DMAIC cycli is in vergelijking met de PDCA cycli meer experimenteel van aard.
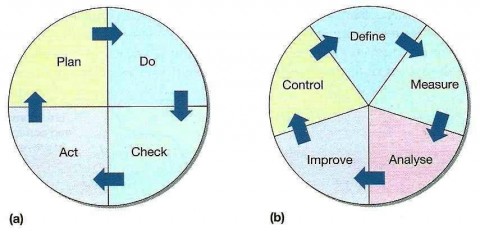
Procesperspectief: dit blijkt zeer nuttig. Alle verbeteringen kunnen gericht worden op de processen en zijn dus tevens relevant voor alle afdelingen
End-to-end processen: de operaties dienen georganiseerd te worden in de buurt van de processen die de consumentenwaarde creëren (meerdere afdelingen)
Op bewijs gebaseerde probleemoplossing: dit behelst de verbeteringen met behulp van kwantitatieve technieken. De nadruk wordt hierbij gelegd op de observatiemethoden van dataverzameling en het gebruik van experimenten bij het toetsen van hypothesen
Consumentengerichtheid: deze verbeteringen zijn alleen zinvol, indien ze een betere vervulling van de consumenteneisen tot gevolg hebben.
Systemen en procedures: de verbeteringen moeten worden ondersteund met een systeem (structuur, verantwoordelijkheden, procedures, resources en processen)
Verlaging van de procesvariatie: door de oorzaken van een willekeurige procesvariatie te ontdekken, kunnen eventuele verbeteringen worden geïdentificeerd
Gesynchroniseerde stroom: door de stroom te synchroniseren wordt het eenvoudiger onregelmatigheden als gevolg van grotere problemen te ontdekken
Benadruk educatie en training: gestructureerde training is een vereiste om het verbeteringsproces bij iedereen te verduidelijken. Educatie is nodig ter motivering van het personeel.
Perfectie als doelstelling: huidige prestaties worden vergeleken met een perfectiedoel om te krijgen van verdere verbeteringsmogelijkheden.
Het identificeren van verspilling: een verbetering is altijd gericht op het minimaliseren van verspilling
Iedereen erbij betrekken: elke individu in een organisatie kan mogelijk bijdragen aan het verbeteringsproces
Het ontwikkelen van interne consumenten/leverancier relaties: elk onderdeel van de organisatie draagt bij aan de uiteindelijke tevredenheid van de externe consumenten. Dit gebeurt aan de hand van het tevreden stellen van de eigen interne consumenten. Door het opstellen van service-level agreements (SlAs) kan een consument diens eisen benadrukken.
Er worden vier benaderingen benadrukt ten behoeve van het operationaliseren van verbeteringen: TQM, Lean, BPR en Six sigma
TQM: total quality management wordt gezien als een filosofie met betrekking tot het verbeteren dan wel managen van operaties en processen. Hierbij ligt de nadruk veelal op het element total. De volgende verbeteringsprocessen worden benadrukt:
Voldoen aan de behoeften en verwachtingen van de consument
Het dekken van alle delen van de organisatie (interne consument en leverancier)
Het dekken van alle mensen in de organisatie (iedereen kan invloed hebben op de kwaliteit)
Het onderzoeken van alle kosten die gerelateerd zijn aan kwaliteit, in het bijzonder de kosten in verband met het falen en met het direct juist krijgen van situaties
Het ontwikkelen van systemen en procedures ter ondersteuning van kwaliteit en verbetering
Het ontwikkelen van een continu verbeteringsproces
Lean: deze benadering is gericht op het altijd exact leveren wat de consument voor ogen heeft, in de juiste hoeveelheid, op het juiste tijdstip, op de juiste locatie en tegen de laagst mogelijke kosten. De belangrijke verbeteringselementen zijn:
Consumentengerichtheid
Het ontwikkelen van interne consument/leverancier relaties
Perfectie als doelstelling
Een gesynchroniseerde stroom
Een geminimaliseerde variatie
Iedereen wordt erbij betrokken
Kaizen: een continu verbeteringsproces
Het minimaliseren van verspilling.
BPR: de businesss process re-engineering is een radicale benadering voor het elimineren van niet waardetoevoegende activiteiten. De belangrijke verbeteringselementen zijn:
Het heroverwegen van bedrijfsprocessen op een grensoverschrijdend maar functionele wijze; het werk dient rond de natuurlijke stroom van informatie/materialen/klanten te worden georganiseerd
Streef naar radicale verbeteringen door middel van het heroverwegen en herontwerpen van het proces.
Degene die de output van een proces gebruiken, moeten het proces ook uitvoeren. Met andere woorden: kijk of de interne consumenten diens eigen leverancier kunnen zijn.
De besluitvorming en de controle van processen delegeren naar de uitvoerende partij. Degenen die het werk uitvoeren mogen niet gescheiden worden van degenen die het werk beheren en managen.
Six Sigma: deze benadering is gebaseerd op de traditioneel statistische procescontrole, maar meet, verbetert, managet en ontwikkelt tegenwoordig tevens de kwaliteit van operaties. Een andere statistische methoden is het kijken of een steekproef zal worden geaccepteerd of niet. Als de steekproef feitelijk juist is maar toch wordt verworpen, is er sprake van een type I Error. Als een steekproef geaccepteerd wordt terwijl deze feitelijk onjuist is, blijkt er sprake van een type II Error. Het wordt de six sigma benadering genoemd, omdat elk deel van een product of dienst slechts zes standaarddeviaties mag afwijken van het proces. Dit betekent dat de benadering er feitelijk op gericht is geen fouten te maken. De belangrijke verbeteringselementen zijn:
Consumentengerichtheid
Gebruik maken van kwantitatief bewijs
Gestructureerd gebruik maken van de DMAIC verbetercyclus
Procesvaardigheden en controle
Het procesontwerp
Een gestructureerde training.
Technieken ter verbetering van operaties zijn onder andere:
Scatter diagrammen geven snel weer of er een bepaald verband bestaat tussen twee variabelen (regressie). Het bewijst echter niet de causaliteit; het toont slechts de aanwezige relaties.
Proceskaarten of flow charts geven een gedetailleerd inzicht in het proces en de processtromen voordat een verbetering wordt ingevoerd. Een proceskaart kan mogelijkheden ter verbetering onthullen en probleemgebieden benadrukken.
Oorzaakgevolg diagrammen zijn effectieve methoden om oorzaken van problemen op te sporen. Dit wordt veelal gedaan door vragen te blijven stellen over het wat, wanneer, waar, hoe en waarom.
Pareto diagrammen onderscheiden enkele essentiële problemen en meerdere onbeduidende problemen. Door onderscheid te maken tussen de mate van importantie van problemen, wordt het mogelijk gebieden waar verdere besluitvorming vereist is te benadrukken.
Why-why analyses vermelden de aanwezige problemen en beschouwen deze door steeds de achterliggende oorzaak proberen vast te stellen. Zodra de redenen van het ontstane probleem zijn geïdentificeerd, wordt bij alle redenen de vraag gesteld hoe die reden is ontstaan. Dit gaat net zo lang door tot men voldoende informatie over het probleem heeft of als er geen waarom vragen gesteld kunnen worden
Wat is risicomanagement?
Risicomanagement heeft betrekking op alle dingen die fout (kunnen) gaan en wat de operaties kunnen doen om te voorkomen dat dingen daadwerkelijk fout gaan. Het wordt ook wel omschreven als het proces dat als doelstelling heeft organisaties te helpen bij het begrijpen, evalueren en bij het optreden tegen alle risico’s teneinde de kans op succes te vergroten en de mogelijkheid van defecten te minimaliseren. Vanuit het operationele perspectief wordt risico gezien als een vorm van falen en het bestrijden hiervan bestaat veelal uit vier soorten activiteiten:
Potential risks: welke fouten kunnen waarschijnlijk optreden?
Identificeer de mogelijke risico’s (supply, human, organizational, customer and technology/facility failures)
Bepaal de oorzaak van de mogelijke risico’s met de post-failure analyse
Bepaald de kans op een fout
Failure prevention: hoe kunnen fouten worden voorkomen?
Risk mitigation: hoe kunnen de consequenties van een fout beperkt worden?
Failure recovery: welke procedures en plannen kunnen bedacht worden om de operatie te helpen herstellen?
Beoordeling van de mogelijke oorzaken en risico’s
Een van de eerste aspecten van risicomanagement is het begrijpen van de mogelijke risicobronnen. Dit betekent het vaststellen van de locatie en de consequenties van een mogelijke fout. Een klassieke benadering voor het kunnen vaststellen van mogelijke fouten is het inspecteren en controleren van operationele activiteiten. Bij iedere benadering is de effectiviteit afhankelijk van in hoeverre een organisatiecultuur een risk-aware houding hanteert. De zeven managementprincipes die essentieel zijn voor een effectief risicomanagement zijn:
Corporate view: ontwikkelingen zijn als het ware strategische doelstellingen
Foward-looking view: een toekomstgerichte visie
Open communication: het stimuleren van communicatie in en tussen alle organisatieniveaus
Integrated management: het risicomanagement moet een essentieel onderdeel vormen van alle operaties
Continuous process: continue toezicht en regelmatige risicobeschouwingen
Shared vision: veelal gebaseerd op een gemeenschappelijke doelstelling, onderlinge communicatie, etc.
Teamwork: samenwerking ten behoeve van gemeenschappelijke doelen en het bundelen van talenten, vaardigheden en kennis
Likelihood of failure: de belemmeringen bij het schatten van foutkansen variëren enorm. De foutschattingen die gebaseerd worden op historisch gegevens kunnen op drie wijze berekend worden (failure rate, reliability en availability):
Failure rate (FR) = (number of failures)/ (total number of products tested) •100 = (number of failures / operating time)
Reliability = (R5) = R1xR2xR3x....xRn = gedurende de verwachte tijd iets uitvoeren.
met R5 als de betrouwbaarheid van het hele systeem en Rn van ieder aparte component.
Mean time between failures (MTBF)=(operating hours/number of failures) het omgekeerde van de FR
Availability (A)= (MTBF/ (MTBF/MTTR) = (mean time between failures of the operation/(MTBF + mean time to repair of the operation.
Bath-tub curves: het falen van iets is wordt vaak uitgedrukt in een functie van tijd. De kans op falen bij de eerste ingebruikname is relatief groot, maar als deze eerste fase overleefd wordt, kan een fout nog steeds op elk gegeven moment optreden. Hoe langer iets gedurende iedere fase overleeft, hoe groter de kans op diens falen wordt. De bath-tub curve is hiervan het juiste voorbeeld en bestaat uit drie duidelijke fases:
Early life failure: de fase waarin een fout optreedt als gevolg van defecte onderdelen of onjuist gebruik.
Normal life failure: de fase waar de FR over het algemeen redelijk laag en constant is en waar de fout het gevolg is van willekeurige factoren.
Wear-out failure: de fase waarin de FR toeneemt als het onderdeel het einde van zijn levensduur bereikt en een fout dus het gevolg is van veroudering en beschadiging.
Failure mode and effect analyse: dit is een van de meest bekende benaderingen om het relatieve belang van falen te beschouwen. Het doel van deze analyse is het identificeren van de factoren die cruciaal zijn voor de verschillende foutsoorten en tevens als een middel te dienen om een mogelijke fout al te herkennen voordat het optreedt. Het doet dit aan de hand van een checklist, waarbij de procedure uitgaat van drie hoofdvragen voor elke mogelijke oorzaak van een fout. Hieruit hoort een risk priority number (RPN) afgeleid te worden:
Hoe groot is de kans dat een fout zal optreden?
Wat zouden de consequenties van een dergelijke fout zijn?
Hoe groot is de kans dat de fout herkend wordt voordat het van invloed is op de consument?
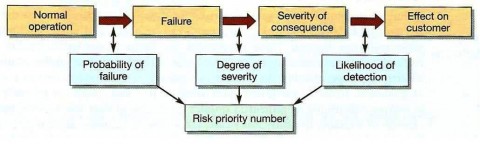
Zodra er een grondig inzicht verkregen is van de oorzaken en effecten van een fout, moet er gekeken worden hoe fouten voorkomen kunnen worden. In hoofdstuk 13 werd kwaliteitsmanagement al genoemd, maar ook redundantie in een proces betrekken, ‘fail-safeing’ van bepaalde activiteiten in een proces en het onderhouden van fysieke faciliteiten in een proces worden hiertoe gerekend.
Redundantie in een proces betrekken dan wel bouwen, betekent dat er back-up systemen en componenten binnen handbereik zijn voor het geval dat fouten optreden. Dit houdt in dat bepaalde onderdelen van een proces of systeem verdubbeld dan wel verdriedubbeld moeten worden indien een component faalt. De betrouwbaarheid van een component in combinatie met het back-up systeem wordt gegeven door de som van de betrouwbaarheid van het originele component en de kans dat het back-up component daadwerkelijk nodig zal zijn en zal functioneren:
Reliability component with back-up component
Er zijn drie soorten redundantie:
Hot standby: waar zowel de primaire als de secundaire back-up systemen simultaan worden uitgevoerd. Beide systemen bevatten dezelfde informatie.
Warm standby: waar het secundaire systeem op de achtergrond van het primaire systeem wordt uitgevoerd. Er zijn momenten dat de beider systemen niet dezelfde informatie bevatten.
Cold standby: waar het secundaire systeem slechts geraadpleegd wordt indien het primaire systeem faalt. Dit type standby wordt voornamelijk gebruikt voor non-cruciale toepassingen.
Fail-safeing: het idee is gebaseerd op het principe dat menselijke fouten tot op een zekere hoogte onvermijdelijk zijn. Dit wordt in het Japans aangeduid als poka-yoke. Het zijn vaak simpele en goedkope hulpmiddelen of systemen die geïntegreerd worden in een proces, om onbedoelde operatorfouten die defecten veroorzaken, te voorkomen. De meest voorkomende poka-yokes zijn:
Eindschakelaars
Meters op machines
Digitale tellers op machines
Checklists
Lichtstralen om alarmen te activeren
Onderhoud indiceert hoe organisaties fouten proberen te voorkomen door zorg te dragen voor de fysieke faciliteiten. De voordelen hiervan zijn onder andere een toename in de veiligheid en betrouwbaarheid, een hogere kwaliteit, lagere operationele kosten, een langere levensduur voor procestechnologie en een hogere eindwaarde. De drie basisbenaderingen voor het onderhouden van de fysieke faciliteiten zijn:
Run-to-breakdown maintenance (RTB): dit betreft het laten continueren van de faciliteiten totdat ze falen (hotelvoorraad tv’s, telefoons, etc.). Het onderhoudswerk wordt pas uitgevoerd nadat er een fout plaats gevonden heeft. Aangezien de fouten in deze omstandigheden noch rampzalig noch veelvoorkomend zijn, is regelmatige controle op deze faciliteiten niet toepasselijk. Deze benadering wordt vaak toegepast als de reparatie eenvoudig is en de consequenties van een fout relatief klein blijken.
Preventive maintenance (PM): dit betreft het elimineren of verminderen van foutkansen door middel van het toepassen van onderhoud op vooraf geplande intervallen (vliegtuigmotoren). De consequenties van een fout in de fysieke faciliteiten is hier veel groter. Toch wordt dit principe ook toegepast op faciliteiten met minder rampzalige consequenties als gevolg van fouten. Deze benadering wordt toegepast indien de kosten van een onverwachte reparatie hoog zijn en indien de fout niet geheel willekeurig is.
Condition-based maintenance (CBM): dit betreft slechts het toepassen van onderhoud, indien het daadwerkelijk nodig is (doorlopend procesmateriaal). Tussentijdse onderbrekingen zouden kunnen het nut van een machine minimaliseren, waardoor ook de kosteneffectieve productie afneemt. Deze benadering wordt gebruikt indien de onderhoudsactiviteiten zeer kostbaar zijn of indien een fout een onderbreking in het proces veroorzaakt (De meeste operaties gebruiken echter een combinatie van deze benaderingen).
Total productive maintenance (TPM) is het productief onderhoud uitgevoerd door personeelsleden in kleine activiteitsgroepen. Het wordt gezien als een natuurlijke verlenging van het RBT naar het PM. De vijf doelstellingen van TPM voor een juist onderhoud in de praktijk te bewerkstelligen zijn:
Verbeter de effectiviteit van apparatuur
Realiseer autonoom onderhoud
Plan onderhoud
Leid al het personeel op in relevante onderhoudsvaardigheden
Realiseer een vroeg beheer van apparatuur met MP
Met risico beperking wordt getracht de fout te isoleren van diens negatieve gevolgen. Niet alle fouten kunnen echter vermeden worden. Het beperken kan in combinatie met preventie effectief werken om het totale risico te minimaliseren. De soorten risicobeperkingen (risk mitigation actions) die het meest worden toegepast zijn:
Mitigation planning: het verzekeren dat alle foute omstandigheden en de juiste mitigatiemaatregelen zijn geïdentificeerd.
Economic mitigation: het verzekeren tegen verliezen als gevolg van fouten, het verspreiden van de financiële consequenties als gevolg van fouten en het afdekken tegen fouten.
Containment (spatial): het tegengaan van het verspreiden van fouten naar andere delen van een interne of externe supply network.
Containment (temporal): het verspreiden van fout inperken in de loop van de tijd.
Loss reduction: dit behelst alle acties dat rampzalige consequenties als gevolg van fouten minimaliseert door het verwijderen van de hulpmiddelen die waarschijnlijk onder deze consequenties zullen lijden.
Substitution: betreft de compensatie wegens fouten door het verlenen van andere hulpmiddelen die als vervanging kunnen fungeren voor die middelen die waarschijnlijk onder de consequenties zullen lijden.
Failure planning
Discover: er zal bij het optreden van een fout eerst gekeken moeten worden naar de exacte oorzaak. Wat is er gebeurd, wat zullen de consequenties zijn en waarom is de fout opgetreden?
Act: als het een erge fout blijkt met zware gevolgen, moet er direct ingegrepen worden. Er moeten drie acties uitgevoerd worden: (1) tel het significante aantal mensen betrokken bij de fout, (2) de gevolgen moeten ingeperkt worden om de spreiding van consequenties en het ontstaan van nieuwe fouten te stoppen, (3) er moet een follow-up procedure zijn om te kijken of de acties de fout daadwerkelijk hebben ingeperkt.
Learn: het leren omhelst het beschouwen van (eerdere) fouten om te kijken waardoor het werd veroorzaakt en ervoor te zorgen dat deze niet nogmaals kan optreden
Plan: het betrekken van de leerprocedure om te kijken wat eventuele toekomstige fouten kunnen zijn en welke procedures gehanteerd moeten worden indien het zover is.
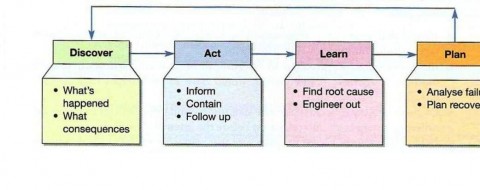
Figuur: de fases in failure planning
Business continuity: veel ideeën met betrekking tot fouten, de preventie van fouten en het herstel van fouten worden geïntegreerd in de bedrijfcontinuïteit. Het beoogt operaties te helpen bij het vermijden en herstellen van calamiteiten en het draaiende houden van de organisatie. De procedures die gehanteerd worden ten behoeve van de bedrijfscontinuïteit zijn:
Identificeer en beschouw de risico’s om te bepalen hoe kwetsbaar de organisatie is en onderneem stappen deze te minimaliseren dan wel te elimineren.
Identificeer de primaire bedrijfsprocessen zodat duidelijk is welke het meeste van belang zijn voor de organisatie en dus snel weer operationeel dienen te zijn
Kwantificeer de hersteltijden zodat voor het personeel de prioriteiten duidelijk zijn
Bepaald de benodigde hulpmiddelen zodat indien nodig deze binnen handbereik zijn
Communiceer zodat iedereen weet wat er te doen staat indien een ramp zich voordoet
Verbeteringen vereisen zowel coördinatie als implementatie en hebben tevens een goed doordachte en gearticuleerde doelstelling nodig. Er zal betrouwbare informatie verzameld moeten worden, zodat de meest cruciale problemen aangepakt kunnen worden. Om de verbeteringswerkzaamheden te coördineren, moet er onder andere sprake zijn van verantwoordelijkheid en het toewijzen van de juiste hulpmiddelen. Verder dienen de beoogde verbeteringen gekoppeld te worden aan de strategieën van de organisatie. De benadering van W.E. Deming stelde dat de kwaliteit en de productiviteit toenemen, zodra de procesvariabiliteit afneemt. In zijn “veertien punten voor kwaliteitverbeteringen” benadrukte hij de behoefte aan statistische beheermethoden, participatie, educatie, openheid en doelmatige verbeteringen. Hieronder worden er maar zes van de veertien punten genoemd:
Behoud een constante doelstelling
Neem een nieuwe filosofie aan
Verbeter het productie- en dienstensysteem continu
Installeer leiderschap
Verdrijf angst
Elimineer barrières tussen afdelingen
Op strategisch niveau is het doel van operatieverbeteringen dat de operatieprestaties de markt beter gaan bedienen. Een verbetering betekent drie dingen:
Het bereiken van afstemming: dit betekent dat er een bepaalde afstemming bereikt moeten worden tussen de vereiste marktprestaties (B) en de echte operatieprestaties (A).
Het bereiken van een duurzame afstemming: het is niet voldoende om slechts een bepaalde mate van afstemming te bereiken; deze moet ook gedurende een bepaalde periode behouden worden.
Het verbeteren van de totale prestaties: wanneer de eisen gesteld aan de organisatie door de markt niet veeleisend zijn, dan zal het bijhorende niveau van de operatieprestaties ook niet bijzonder groot hoeven te zijn. Hoe veeleisender het niveau van de markteisen, hoe groter het niveau van de operatieprestaties moet zijn. De meeste organisaties hanteren echter als totale strategische doelstelling, het bereiken van afstemming op een niveau dat een bepaalde mate van lange termijn concurrerend succes impliceert.
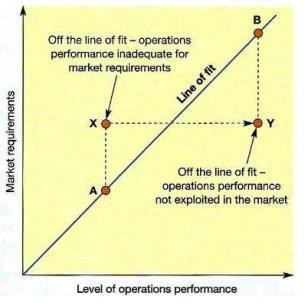
De ‘line of fit’ in het figuur hierboven van het niveau van operatieprestaties geeft de afstemming aan tussen de markt en de operatiemogelijkheden. Het afwijken van deze lijn betekent of dat de operatieprestaties niet voldoen aan de markteisen (links van de lijn), of dat deze nog niet benut kunnen worden in de markt (rechts van de lijn). Zie als voorbeeld het figuur hieronder.
Voordat een benadering bedacht kan worden voor de verbetering van operaties, zullen managers eerst moeten weten hoe goed de prestaties al zijn. De noodzaak, richting en prioriteiten van een verbetering worden gedeeltelijk vastgesteld door de beoordeling van de huidige operatieprestaties (goed, slecht of onbeduidend). Dit vereist voor alle operaties als eerste een prestatiemeting. Bij prestatiemetingen worden de prestaties gekwantificeerd aan de hand van vijf prestatiedoelen. Deze worden weergegeven in een polair diagram. Dit diagram wordt onder andere gebruikt om een overzicht te geven van de prestaties van een proces in verhouding met de vereisten van de markt. De vijf prestatiedoelen zijn:
Kosten
snelheid
betrouwbaarheid
kwaliteit
flexibiliteit
Hierbij zijn drie vragen van belang:
Welke factoren dienen er gemeten te worden?
Wat zijn de meest belangrijke prestatiemaatstaven?
Welke gedetailleerde maatstaven dienen er gebruikt te worden?
Met behulp van een ‘balanced scorecard’ worden de operatieprestaties vanuit vier verschillende perspectieven bekeken:
Financieel perspectief
Intern proces perspectief
Consumentenperspectief
Leren en groei perspectief
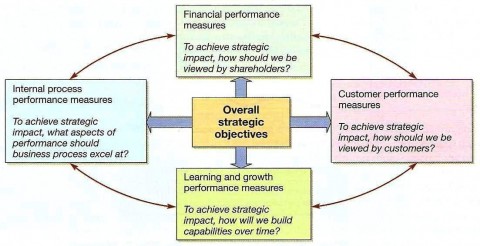
In de scorecard wordt uiteengezet wat de organisatie wil bereiken met deze perspectieven en hoe dit bereikt kan worden. In een later stadium wordt eventueel geëvalueerd in hoeverre de doelstellingen zijn behaald. De eerste stap is echter het vaststellen van de prestatiedoelstellingen en vervolgens pas het toepassen van de prestatiemaatstaven. Deze doelstellingen ofwel targets kunnen met behulp van de volgende benaderingen geformuleerd worden:
Historically-based targets: doelstellingen die de huidige prestaties vergelijken met eerder behaalde prestaties
Strategic targets: doelstellingen geformuleerd om het prestatieniveau te weerspiegelen dat geschikt wordt geacht om de strategische doelstellingen te bereiken.
External performance-based targets: doelstellingen geformuleerd om de prestaties behaald door gelijke of concurrerende externe operaties te weerspiegelen.
Absolute performance targets: doelstellingen die gebaseerd zijn op de theoretische bovengrens van prestaties.
Het benchmarken omvat het proces waarbij geleerd wordt van anderen door het vergelijken van diens eigen methodes en/of prestaties met andere vergelijkbare operaties. Het onderzoeken van andermans werkwijzen stimuleert het creëren van ideeën ten behoeve van prestatieverbeteringen. Door de andere werkwijzen simpelweg te kopiëren, heeft niet de gewenste verbeteringen tot gevolg. Er bestaan verschillende wijze van benchmarken:
Internal benchmarking: een vergelijking tussen operaties of delen van operaties die deel uitmaken van dezelfde organisatie.
External benchmarking: een vergelijking tussen operaties en andere operaties die deel uitmaken van een andere organisatie.
Non-competitive benchmarking: benchmarken tegen externe organisaties die niet direct in dezelfde markt concurreren.
Competitive benchmarking: een vergelijking tussen directe concurrenten of dezelfde dan wel gelijke markten.
Performance benchmarking: een vergelijking van de niveaus van behaalde prestaties van verschillende operaties.
Practice benchmarking: een vergelijking van operatiepraktijken of werkwijzen van een organisatie met de praktijken dan wel werkwijzen van een andere organisatie.
Organisaties weten niet altijd optimaal gebruik te maken van benchmarking. Wat organisaties vaak niet inzien is:
Dat het geen eenmalige project is
Dat het geen oplossingen biedt
Dat het niet het kopiëren of het imiteren van andere organisaties bewerkstelligd.
Dat het een investering van hulpmiddelen vereist
Er zijn twee invloeden van belang bij het stellen van prioriteitsverbeteringen:
De behoeften en voorkeuren van de consument. Als de voorkeuren van de consument veranderen, moet daar op ingespeeld worden. Hierbij moet onderscheid gemaakt worden in drie concurrerende factoren (Hoofdstuk 3).
Order-winning competitive factors: de factoren die direct extra handel teweeg brengen
Qualifying competitive factors: het minimal benodigd niveau om de handel stabiel te houden.
Less important competitive factors: de minder belangrijke factoren
De prestaties en activiteiten van concurrenten. Als concurrenten beter presteren, moeten de eigen prestaties ook verbeterd worden.
De benodigde prioriteit voor een factor kan worden afgeleid uit de importance-performance matrix. Factoren worden in een van de volgende vier zones gerangschikt:
Appropriate: concurrerende factoren in deze zone voldoen aan de eisen.
Improve: factoren in deze zone zijn kandidaten voor verbetering.
Urgent action: deze factoren zijn belangrijk voor consumenten, maar de prestatie blijkt over het algemeen slechter dan die van de concurrenten. De factoren in deze zone zijn kandidaten voor een onmiddellijke verbetering.
Excess: factoren in deze zone presteren hoog, maar worden door consumenten niet zo belangrijk gevonden. De hulpmiddelen die hier toegepast worden, kunnen beter in andere zones gebruikt worden.
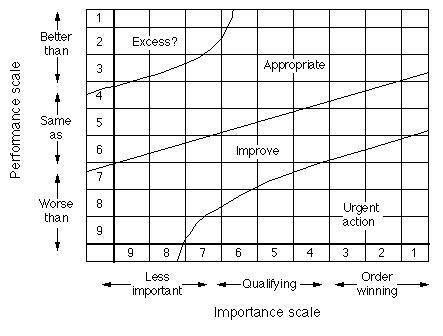
Volgens de sandcone theory bestaat er een bepaalde volgorde voor het bepalen van de prioriteit van een doelstelling. Er kan pas verder gegaan worden met een volgende factor, indien de eerste factor het gewenste niveau bereikt heeft. De volgorde die aangehouden moet worden, wordt weergegeven in het volgende figuur:
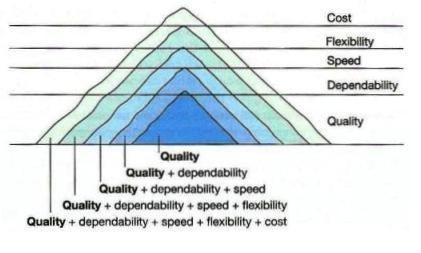
De mogelijkheid van een organisatie om de operatieprestaties te verbeteren, is grotendeels afhankelijk van diens bedrijfscultuur. De cultuur is het model van gedeelde uitgangspunten ofwel de werkwijze van een organisatie. Volgens G. Johnson kunnen de organisatorische elementen van een bedrijfscultuur als volgt omschreven worden:
De missie, de normen en de waarden van een organisatie
Diens beheer- dan wel controlesystemen
Diens organisatorische structuren, hiërarchieën en processen
Diens machtstructuren
Diens symbolen, logo’s en ontwerpen (incl. machtsymbolen)
Diens rituelen, vergaderingen en routines
Diens verhalen en mythes die ontstaan over mensen en gebeurtenissen
De organisatorische cultuur en verbeteringen zijn duidelijk met elkaar verbonden. Een ontvankelijke organisatorische cultuur die continu aanspoort de werkwijzen te verbeteren, voedt de verbeteringen in een organisatie. Voor het behouden van verbeteringen op de lange termijn zijn ontwikkelingen in verschillende acties, vaardigheden en gedragingen benodigd. Bessant en Caffyn onderscheiden tussen:
Organisatorische vaardigheden: de capaciteit of bekwaamheid om een bepaalde benadering aan te nemen ten behoeve van een continue verbetering
Constituerende gedragingen: de routines die het personeel ontwikkelt en welke de benadering ten behoeve van verbeteringen versterkt.
Randvoorwaarden: de procedures of technieken die gebruikt worden om continue verbeteringen te blijven realiseren.
De organisatorische vaardigheden worden weer onderverdeeld in zes generieke vaardigheden met ieder zijn eigen reeks constituerende gedragingen (zie p. 618 van het boek). Alle vaardigheden en gedragingen die beschreven worden in tabel 20.2 van het boek zijn direct of indirect op een bepaalde manier gerelateerd aan het leren. De evaluatie van de verbeteringen die ontstaan, draagt bij aan de kennis van de werkwijze van de organisatie en vergoot de kansen dat interventies in de toekomst ook zullen leiden tot verbeteringen. Het is van belang dat verbeteringen zodanig georganiseerd worden, dat deze het leerproces dat hierdoor ontstaat stimuleren, vergemakkelijken en exploiteren. Bij het leerproces wordt onderscheidt gemaakt tussen single- en double-loop learning (zie figuur hieronder).
Single-loop learning: dit ontstaat als er een herhaaldelijk en voorspelbaar verband bestaat tussen oorzaak en gevolg. Iedere keer als er een operationele fout dan wel probleem ontdekt wordt, wordt deze gecorrigeerd of opgelost en wordt er zodoende meer over het proces geleerd. Dit wordt echter gedaan zonder de onderliggende waarden of doelstellingen van het proces te wijzigen of in twijfel te nemen. Dit kan een vanzelfsprekende traagheid tot gevolg hebben, waardoor er op den duur niet meer aan een veranderende omgeving kan worden aangepast.
Double-loop learning: dit neemt fundamentele doelstellingen of diensten dan wel de onderliggende cultuur van de operatie in twijfel. Dit leerproces beoogt concurrerende veronderstellingen opnieuw samen te stellen en open te staan voor veranderingen in de competitieve omgeving door operatieveronderstellingen op een fundamentele wijze uit te dagen.
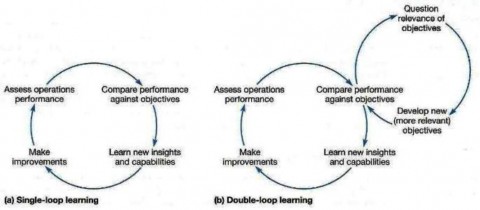
Het belang van top-management support gaat verder dan alleen de allocatie van hulpmiddelen aan een programma; het stelt de prioriteiten voor de hele organisatie. Het topmanagement moet onder andere de volgende punten hanteren:
Begrijp en geloof in de voordelen van een verbeteringsaanpak
Communiceer de principes en technieken van verbetering
Participeer in het verbeterproces
Formuleer en behoud een duidelijke verbeterstrategie
Vooral het laatste punt is uiterst van belang; het bepaalt de richting en doelstelling van de organisatie. Er is op verschillende manieren getracht verbeteringen in een organisatie te stimuleren door het oprichten van improvement awards. De drie bekendste zijn de Deming Prize, de Malcom Baldridge National Quality Award en de European Quality Award.
The Deming Prize: deze prijs gaat naar organisaties die op een succesvolle wijze een organisatiebrede kwaliteitscontrole hebben toegepast dat gebaseerd is op statistische kwaliteitscontrole.
Malcolm Baldrige Nation Quality Award: het doel van deze prijs is om bedrijven in de VS te stimuleren om diens kwaliteit en productiviteit te verbeteren.
EFQM Excellence Model: dit is een model die activiteitscategorieën identificeert die hoge verwachte kwaliteitsniveaus verzekeren. Het wordt momenteel door veel bedrijven gebruikt om kwaliteitsgerelateerde procedures te inspecteren. Dit model gaat onder andere uit van self-assessment: de allesomvattende, systematische en regelmatige beschouwing van bedrijfsactiviteiten en –resultaten, die geanalyseerd en vergeleken worden met een model van bedrijfsuitmuntendheid.

JoHo can really use your help! Check out the various student jobs here that match your studies, improve your competencies, strengthen your CV and contribute to a more tolerant world
There are several ways to navigate the large amount of summaries, study notes en practice exams on JoHo WorldSupporter.
Do you want to share your summaries with JoHo WorldSupporter and its visitors?
Field of study







Add new contribution